



| 品牌 : | 中工智能 | 型号 : | ZG-JQR |
| 加工定制 : | 是 | 物料编号 : | 教学实训 |
| 适用范围 : | 机器人RFID分拣实训系统 | 电工电器设备名称 : | MPS1000工业4.0工厂实训设备 |
ZG-JQRMPS1000工业4.0工厂实训设备
1 背景
“工业4.0”研究项目由德国联邦教研部与联邦经济技术部联手资助,在德国工程院、弗劳恩霍夫协会、西门子公司等德国学术界和产业界的建议和推动下形成,并已上升为国家战略。德国学术界和产业界认为“工业 4.0”是以智能制造为主导的第四次工业革命。该战略旨在通过充分利用信息通讯技术和网络空间虚拟系统—信息物理系统(Cyber-Physical System)相结合的手段,将制造业向智能化转型。
自 2013 年 4 月在汉诺威工业博览会上正式推出以来,工业 4.0 在全球范围内引发了新一轮的工业转型竞赛。
当前,新一轮科技革命和产业变革与我国加快转变经济发展方式形成历史 汇。相应于德国工业 4.0, 中国政的府推出了更符合中国国情的《中国制造 2025》计划。《中国制造 2025》计划中指出力争通过三个十年的努力,到新中国成立一百年时,把我国建设成为引的领世界制造业发展的制造强国。
工业革命与高等教育变革有着互动互融、互促互进的深层关系。工业革命不仅给人类社会带来了先进的生产方式,也转变了人们的行为方式和思维模式;同时,高等教育也在不断适应工业革命的进程。随着我国制造业转型的不断深入,培养符合工业 4.0 时代需求的人才,显得愈来愈迫切。
2 解决方案
为培养符合工业 4.0 时代需求的人才,需要新型教学设备作为教学平台。离散行业智能制造综合实训系统由一条生产线以及相关的信息系统组成,不同于传统MPS 自动化生产线实训装置,具有如下特点:
1) 配有大量多种类型的传感器,采集生产数据,能够产生一定规模的工业大数据。
2) 配有面向智能制造的工业智能网关,能够将现场数据经收集之后上传直达云端服务器;支持多种通信方式及协议;便于后续进行边缘计算等数据分析与处理工作。
3) 采用 PROFINET 工业以太网技术,提供各生产单元PLC 和上层信息系统之间的实时、可靠和安全的工业级实时通讯。
4) 生产线内包含多种类型实际生产中使用到的传感器、驱动单元;生产工序抽象于实际生产过程,具有一定的通用性。
5) 教学内容丰富
机、电、气等高度集成,基础设备中包含 PLC、光电传感器、色标传感器、磁性传感器、激光测距等多种类型传感器;步进、直流电机等各类执行机构;涵盖了智能制造领域尤其是信息化部分内容,教学内容丰富。
6) 工业标准化设计
按工业标准设计,完全符合相应的工业产品国家或国际标准,确保设备的高精度与可靠性。同时,具有漏电保护、短路保护、急停保护、限位保护等多种保护功能。
7) 可扩展性
l 具有开放接口,可在原有系统基础上增添其他加工、检测、装配、配货等设备模块,全面兼容标准工业级设备且集成轻松便捷。
l 可作精益制造方向的扩展,在产线上实施连续作业生产、拉动式生产、立即暂停、可视化管理、均衡生产管理等。
2.1 系统介绍
ZG-JQRMPS1000工业4.0工厂实训设备是通过采用一套能自动进行供料、检测、组装、装卸运输的机器设备, 组成高度连续、完全自动化的生产线,来实现产品的生产。它抽象自真实工业中的自动化生产线,并将其应用于学生应用实践类教学。本系统将各分散的学习要素集中起来,组成一个能够让学生参与设计、构建和调试,让更多老师参与研发、设计和学习,让设备不断更新、技术不断前进的系统。系统能够为学生提供了一种崭新的综合实验平台,使他们能够综合运用所学知识设计、构建各种较大规模的自动化生产系统模型。
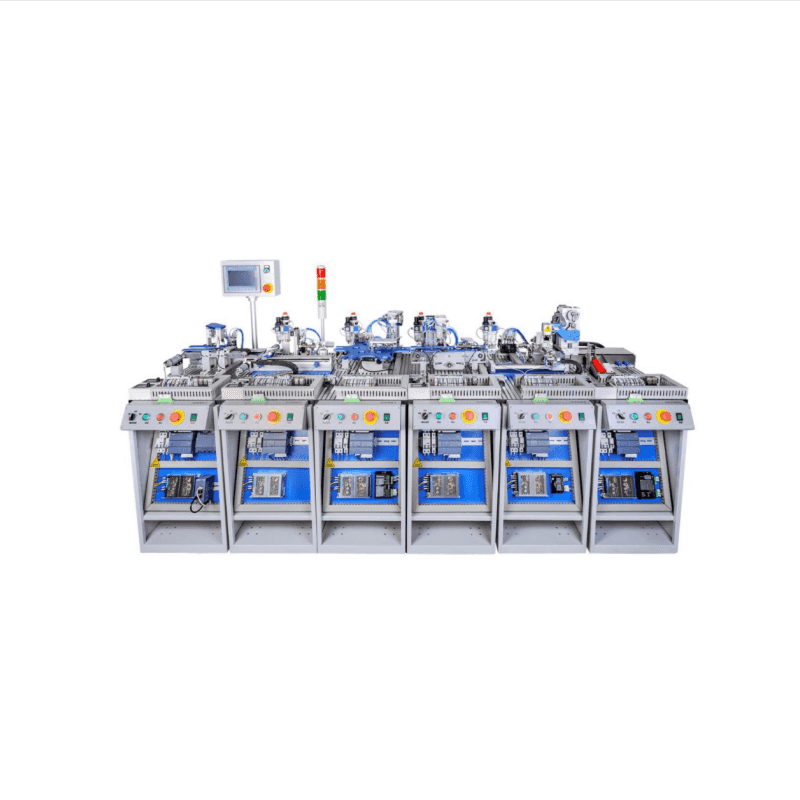
ZG-JQRMPS1000工业4.0工厂实训设备由主件供料站、次品分拣站、旋转工作站、方向调整站、产品组装站及产品分拣站六个工作站组成。整个实训系统的工作站组成如图1所示。

图1 离散行业智能制造综合实训系统
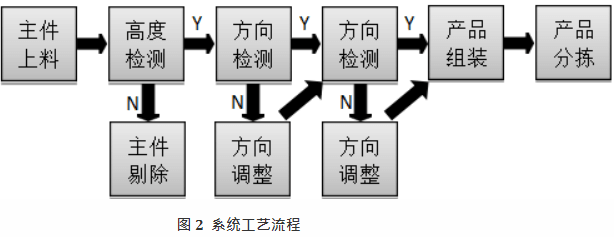
本实训系统完成了一个触点开关的组装生产过程。第1站主件供料站实现主件的上料功能;第2站次品分拣站通过高度检测来判断主件是否合格,并剔除不合格的;第3站旋转工作站通过方向检测来判断主
件放置姿态是否正确,并调整姿态错误的主件的放置方向;第4站方向调整站通过材质检测来判断主件放
置姿态是否正确,并进一步调整姿态错误的主件的放置方向,确定主件 终的放置姿态;第5站产品组装
站会将两种辅料装配到主件上,完成产品的组装工作;第6站产品分拣站通过颜色检测区分不同的产品,
并将产品放入相应的物流通道中,完成产品生产的 终工序。系统的工艺过程,如图2所示。
各个工作站的工艺流程具体分述如下:
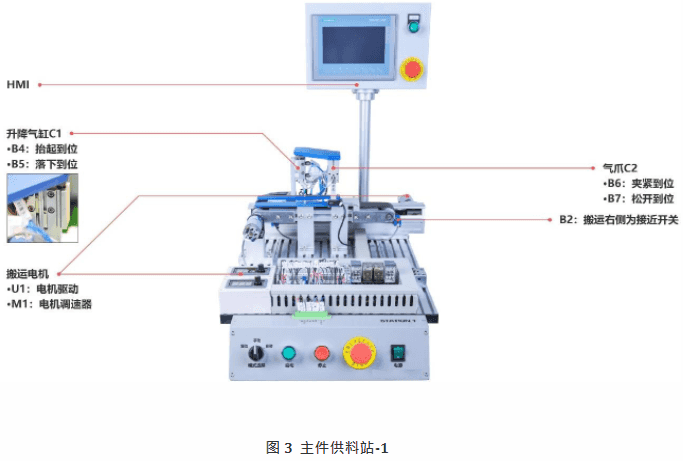
2.1.1 主件供料站
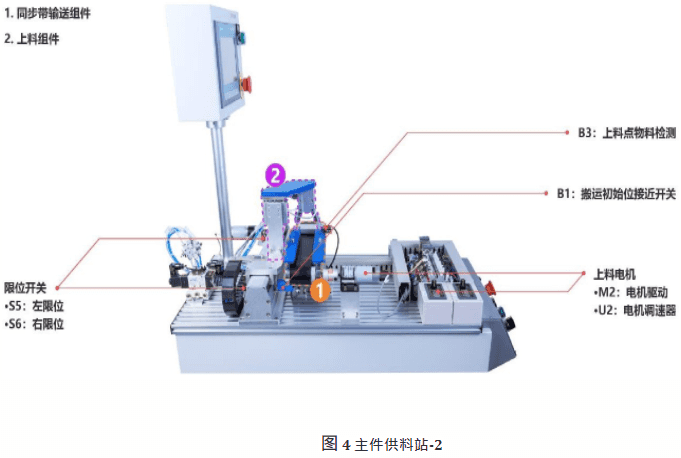
主件供料站如图3、图4所示,人工将主件放置在带滚轮的上料滑道上,主件滑动到滑道末端的平台上。当平台侧面的上料点物料检测传感器检测到主件后,升降气缸带动气爪下行至主件上方并夹取主件。夹取成功后,气爪回到上位,同步带输送组件将主件从初始位置输送至右侧位。在接收到 站空闲信号后,气爪下行到 站的承载料平台上方并将主件放下。将主件放置成功后,气爪回到上位,同步带输送组件返回初始位置。
2.1.2 次品分拣站
图4 主件供料站-2
次品分拣站如图5、图6所示,本站前端的承载料平台下方的上料点物料检测传感器检测到有物料后, 同步带输送组件将主件从初始位置向右侧位输送。当高度检测点光电开关检测到主件后,同步带输送组件停止输送,高度检测传感器对主件高度进行检测,并记录结果。同步带输送组件将主件输送至右侧位;此时, 根据主件的高度检测结果做不同操作。高度检测不合格,排料气缸将主件剔除;高度检测合格,在接收到第三站空闲信号后,升降气缸带动推料气缸下行至下位,推料气缸将主件推向下一站。推料完成后,升降气缸带动推料气缸回到上位,同步带输送组件回到初始位置。
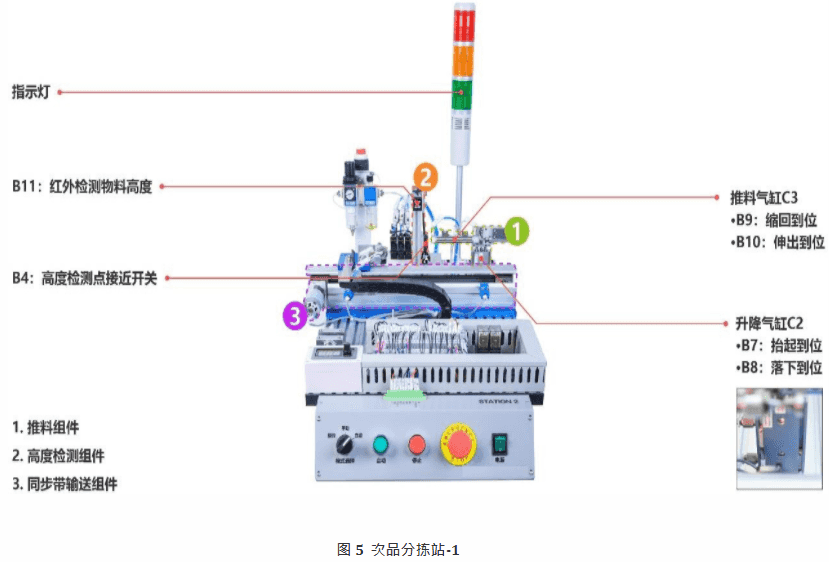
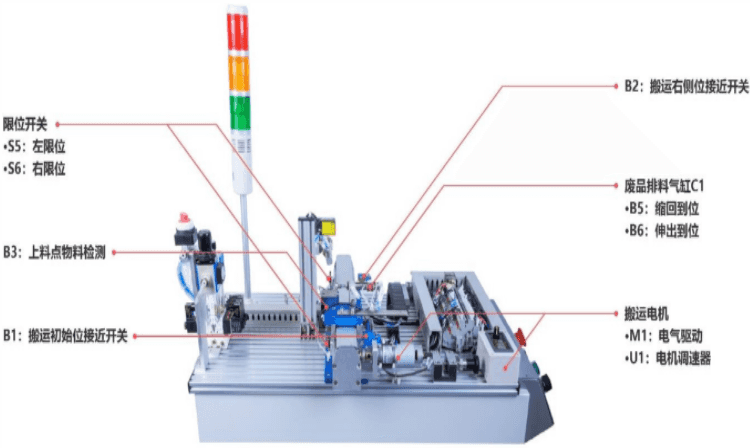
图 6 产品分拣站-2
2.1.3 旋转工作站
旋转工作站如图7、图8所示,转盘下方的上料点光电开关检测到有物料后,转盘组件顺时针转动60°后使主件到达方向检测点,对射光纤检测主件方向,并记录结果。然后转盘组件继续旋转60°,当主件到达方向旋转点,根据方向检测的结果执行不同操作。如果方向正确,不执行方向调整操作;如果方向不正确,方向调整组件将主件旋转90°。转盘组件顺时针转动60°后停止,主件到达出料点,在接收到第四站空闲信号后,推料气缸将主件推向下一站。
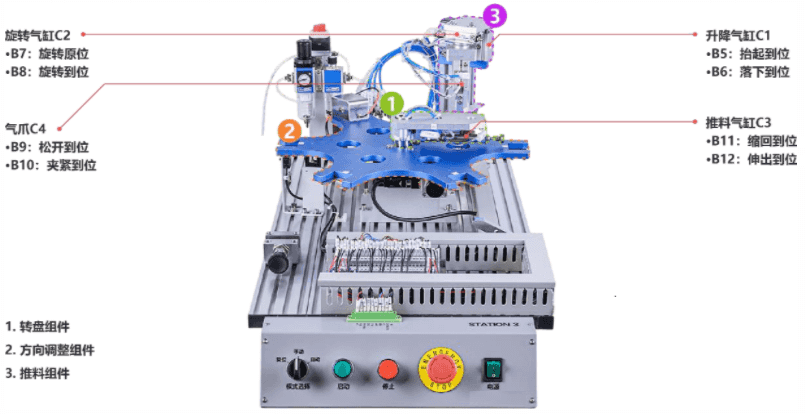
图7 旋转工作站-1
图8 旋转工作站-2
2.1 知识点及可开设课程内容
离散行业智能制造综合实训系统涉及的知识点如下:
l 传感器技术
l 气动技术
l 电机驱动技术
l PLC 技术
l HMI 技术
l 工业物联网技术
l 数据可视化技术
l 数据挖掘与数据处理
l 边缘计算
l 数据库技术
l 脚本语言开发
l 前端页面设计与开发
离散行业智能制造综合实训系统可开设的课程内容如下:
l 传感器应用实训
l 气动设备应用实训
l 电机驱动编程
l 基于工作站的 PLC 编程
l PLC 与 HMI 通信连接
l HMI 人机界面设计与开发
l IOT2040 系统设置
l Node-RED 编程入门
l 本地 PLC 数据上云
l MQTT 服务器搭建
l 构建数据显示页面
l PLC 与工业智能网关的通信连接