





| 品牌 : | 伟业 | 型号 : | 2000*4000 |
| 类型 : | 三维焊接平台 | 精度 : | 2级 |
| 加工定制 : | 是 | 材质 : | 铸铁HT250 |
| 工作面硬度 : | HB190 |










三维柔性焊接平台铸造方法应和生产批量相适应:例如砂型铸造,大量生产的工厂应创造条件采用技术先进的造型、造芯方法。老式的震击式或震压式造型机生产线生产率不够高,工人劳动强度大,噪声大,不适应大量生产的要求,应逐步加以改造。对于小型铸件,可以采用水平分型或垂直分型的无箱高压造型机生产线、实型造型生产效率又高,占地面积也少;对于中件可选用各种有箱高压造型机生产线、气冲造型线,以适应快速、高精度造型生产线的要求,造芯方法可选用:冷芯盒、热芯盒、壳芯等 制芯方法。中等批量的大型铸件可以考虑应用树脂自硬砂造型和造芯。
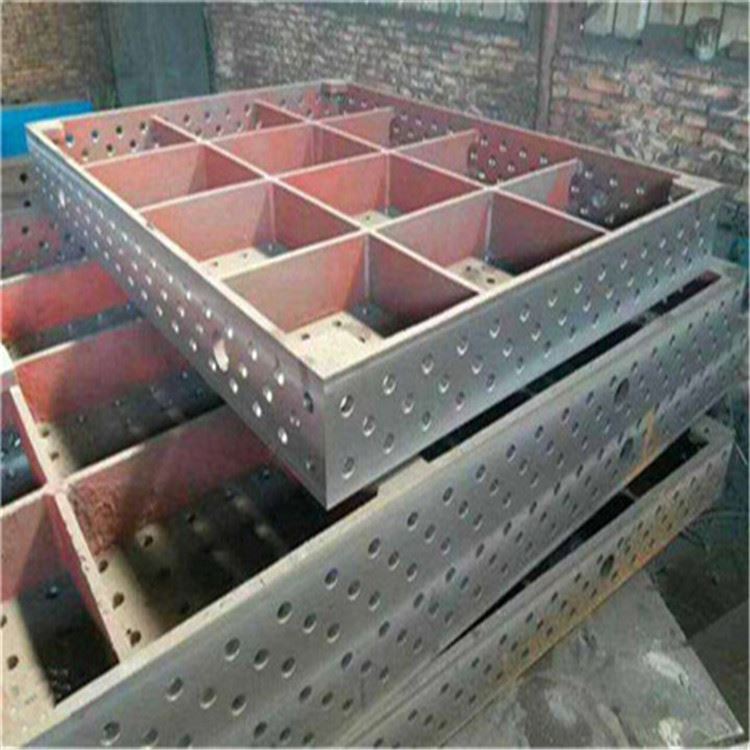
用户在选择三维柔性焊接工装平台之前会考的问题,三维柔性焊接工装平台外观质量指平台外表粗糙度、缺陷、尺度误差、形状误差、面厚不足、铸铁工装平台还要看有没有铸造气孔和砂眼等等。
辨别三维柔性焊接工装平台质量的好坏可以从以下几个方面来看:
1、材质报告,能不能提供材质报告(Q345钢件、HT300铸铁、SUS304不锈钢等)以及了解焊接、热处理等工艺等;
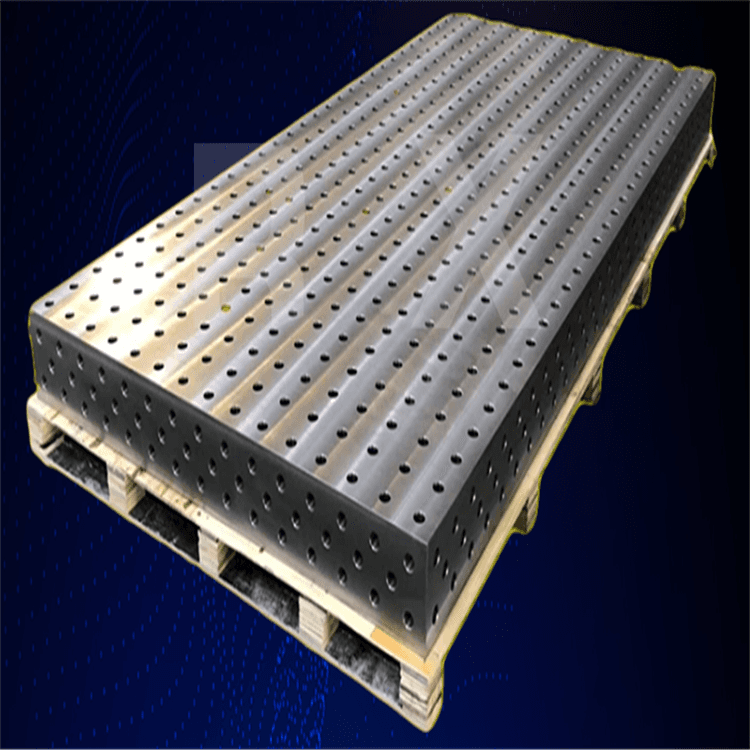
2、量尺寸:三维尺寸(长宽高)、表面光洁度(≤1.6)/尺寸公差(垂直度≤0.05mm、平行度≤0.05mm、平面度≤0.1mm/m2、孔径公差D7、孔距公差≤0.05mm)等;
3、看外观:外表粗糙度、缺陷、壁厚、铸铁工装平台还得看有没有铸造气孔和砂眼以及有没有补焊痕迹等等;
单件小批生产的重型铸件,手工造型仍是重要的方法,手工造型能适应各种复杂的要求比较灵活,不要求很多工艺装备。可以应用水玻璃砂型、VRH法水玻璃砂型、有机酯水玻璃自硬砂型、粘土干型、树脂自硬砂型及水泥砂型等;对于单件生产的重型铸件,采用地坑造型
法成本低,投产快。批量生产或长期生产的定型产品采用多箱造型、劈箱造型法比较适宜,虽然模具、砂箱等开始投资高,但可从节约造型工时、提高产品质量方面得到补偿。
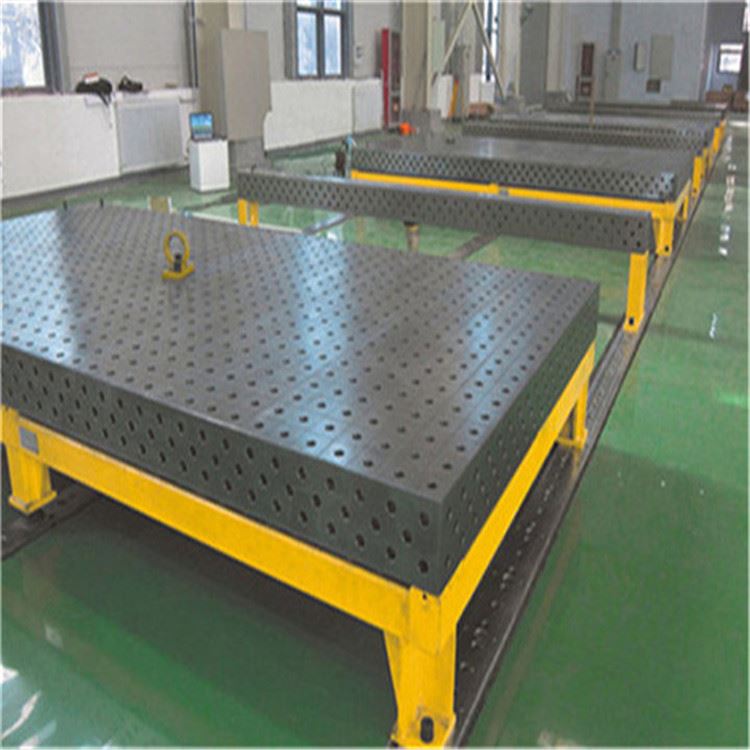
三维柔性焊接平台应用行业:汽车制造、工程机械、船舶修造、航空航天、轨道交通、结构件焊接、钣金箱体、自行车(摩托车)制造、与焊接机器人或专用焊机配套等。
压紧件:材质:Q345,调质处理。
角度器:材质:Q345,可根据刻度准确定位0至225度的任意角度,角度调节准确到0.5度。
定位件:材质:Q345,平面度≤0.2mm/m2,垂直度≤0.15/200mm、平行度≤0.20/200mm。
锁紧件:材质:Q345,锁紧力≥1.2T,调质处理HRC32~35°;钢珠淬火处理HRC58~62。
支撑角铁材质:Q345或HT300,平面度≤0.1mm/m2,垂直度≤0.15/200mm、平行度≤0.10/200mm。
一般来讲,对于中、大型铸件,三维柔性焊接平台铸铁件可以用树脂自硬砂型、铸钢件可以用水玻璃砂型来生产,可以获得尺寸准确、表面光洁的铸件,但成本较高。当然,砂型铸造生产的铸件精度、表面光洁度、材质的密度和金相组织、机械性能等方面往往较差,所以当铸件的这些性能要求高时,应该采用其他铸造方法,例如熔模(失腊)铸造、压铸、低压铸造等。