
| 加工定制 : | 否 | 型号 : | 液压钢轨拉伸机 |
| 品牌 : | 金煤 | 规格 : | 钢轨拉伸机 |
| 机组质量 : | ≤370kg | 拉轨力 : | 2×450kN |
液压钢轨拉伸机 铁路钢轨拉伸机 通用型钢轨拉伸机
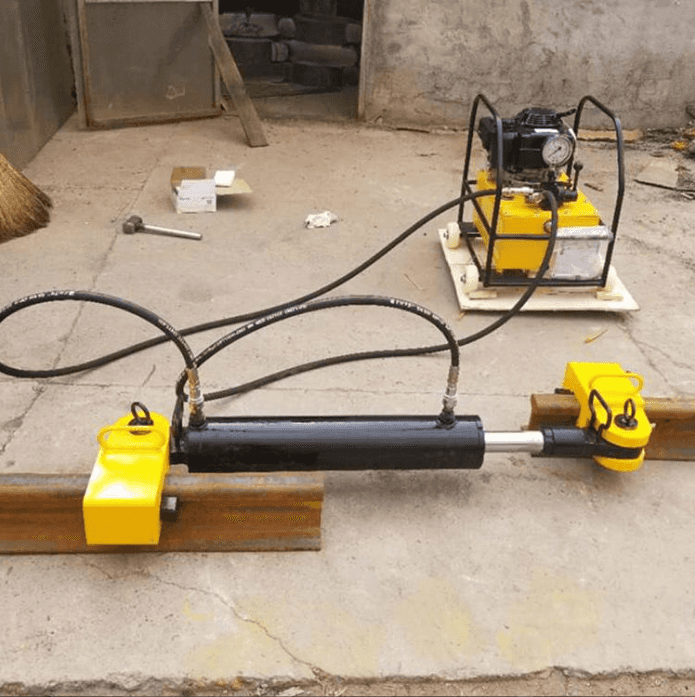
液压钢轨拉伸机产品介绍
钢轨拉伸机适用于无缝线路应力放散和长轨铺设,也适用于线路上铝热焊焊接钢轨。现场施工时,在低于锁定轨温的一定范围内,用该设备把处于零应力状态的钢轨,强行拉伸到锁定轨温时的长度,进行重新锁定或进行铝热焊焊接钢轨。cm03
液压钢轨拉伸机技术参数
工作压力:67MPa
牵引力:900kN
推力:200 kN
工作油缸行程:500mm
动力形式:手动泵站(机动泵站)
锁紧形式:斜铁加紧机构
外型尺寸:1350×635×205mm
整机质量:350kg
液压拉伸机使用方法
1、使用前先检查
(1)液压泵站应完好,油量应足够。加油时,液压油必须过滤,防止污物堵塞油路。
(2)油缸、油管等连接处不得松动,不应有漏油现象。
(3)斜铁座、拉杆、接头不得有损坏。
(4)本机斜铁座为通用型,在不安装垫板时为75kg/m状态,如需在其它轨型中使用,请安装相对应的垫板,不可以乱垫垫板。每块垫板上都有标记,即60为60kg/m钢轨使用。
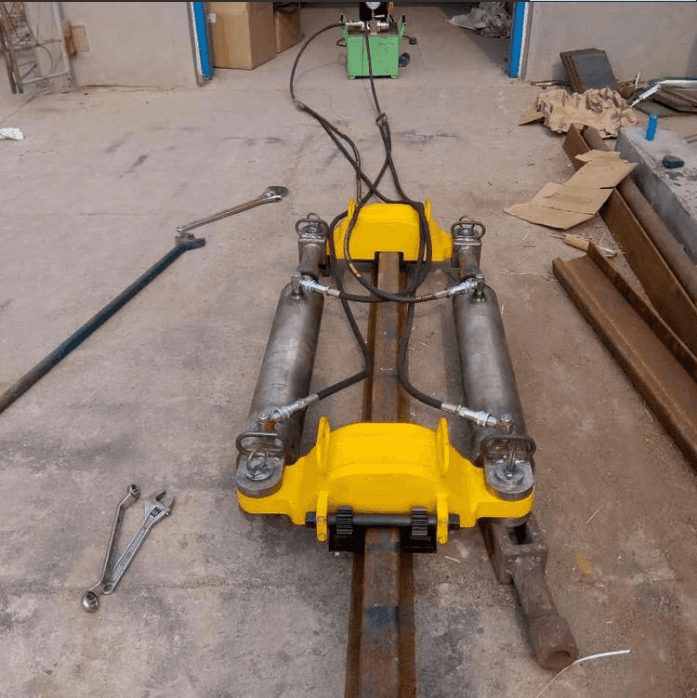
2、开动液压泵站(应先空载运行5分钟左右),连接好油缸油管,先将两个油缸活塞杆伸出到大于预定拉伸长度位置。本机一次拉伸长度可达760mm。
3、将斜铁座骑放于被拉两根钢轨的合适位置上,将左右两块斜铁(请注意左右不同)推进斜铁座的斜槽内,用手锤轻轻打紧。
4、将油缸、加长杆用销子组装在斜铁座上,加长杆凹台部位朝向钢轨,组装时两侧分别组装,可将另一侧油缸上的油管暂时拆下,开动油泵,调整活塞杆伸缩量以便插上销子。
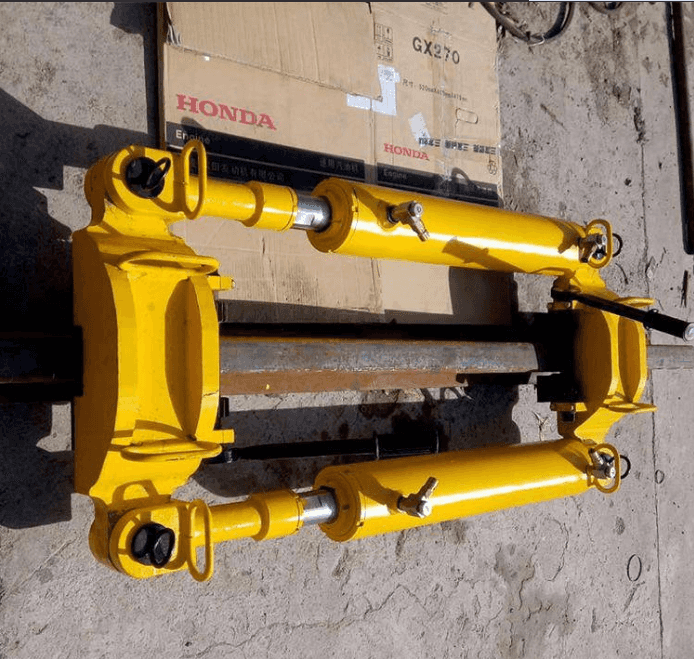
5、铝热焊焊接钢轨时,需加装附加配件(包括4个连接板、8个销子、2个卡板)即可将距加大到610mm。
6、确认组装正常,重新用手锤打紧斜铁,应打实不得有松动感。
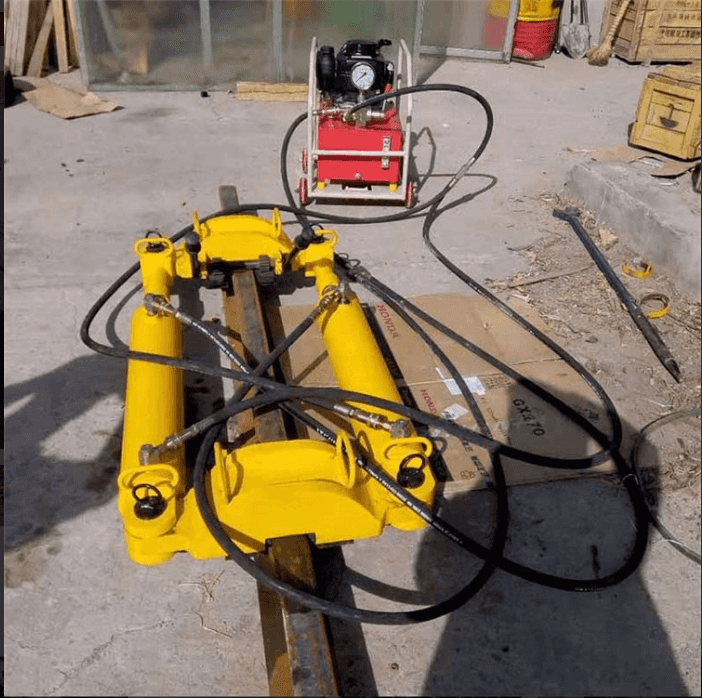
7、将内燃泵站向油缸高压腔(有杆腔)供油,开始拉轨。如果发现微量打滑,继续敲打斜铁,如果发现严重打滑即应卸荷,检查一下斜铁有否损坏,拉触是否正常,然后重新打紧斜铁进行拉轨。
8、拉轨时应缓慢开启给油阀,缓慢升压,直至能拉动时即可,为使拉轨均匀,轨下应铺设滑动滚子,滚子数量根据需要,并配合撞轨器工作,泵站压力不得超过Z高工作压力,以免损坏设备。
9、拉轨到位后保压,待钢轨重新锁定后,泵站卸荷,换向供油,直至顶松斜铁座即可。
10、取下销子、加长杆、油缸,用大锤敲打机座便于取下斜铁(不可打斜铁),取下斜铁座。
11、工作结束后,应将活塞杆缩回缸筒内。