




| 品牌 : | FRB | 型号 : | center |
| 型式 : | 高速回转 | 镶硬质合金 : | 是 |
| 精度 : | 0.003 | 尾椎大端直径 : | 98 |
| 总长 : | 259 | 外径 : | 186 |
| 适用机床 : | 车床 | 材质 : | 45号钢 |
| 承载量 : | 大负荷型 | 接头材料 : | 工具钢 |
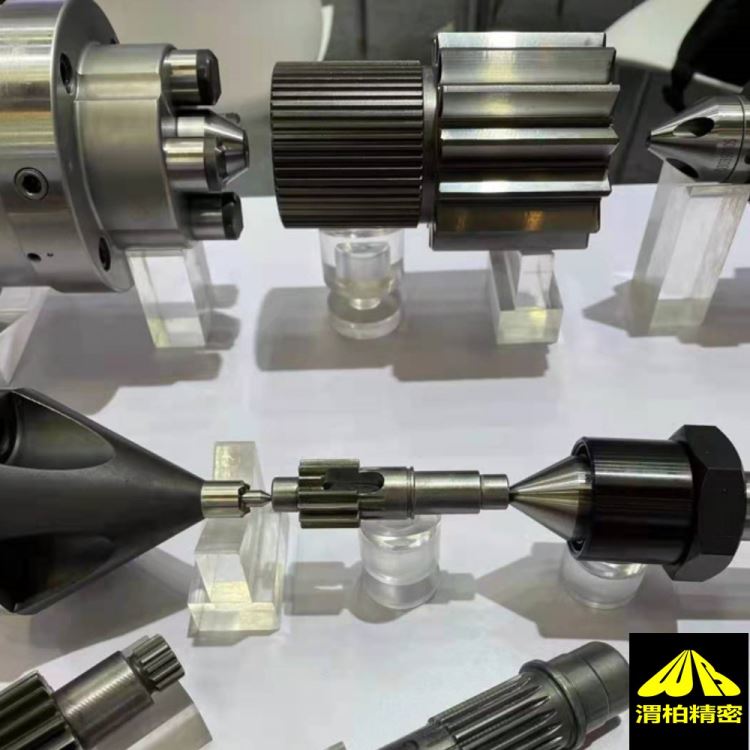
驱动顶针案例分析 进口端面驱动顶针FRB使用方法 center官方代理渭柏精密机械,FRB端面驱动顶针主要包含顶针主体,销子和中心顶针构成,应用在车削、磨削、滚齿方面,意大利FRB驱动顶针是意大利Tecnologie FRB公司的主要产品,代替鸡心夹,实现轴类工件一次加工完成。



驱动顶针案例分析:
意大利FRB端面驱动顶针案例一:渗碳和硬化后车削齿轮的操作
近年来,淬硬车削已成为加工处理的一部分。通过液压式端面驱动顶针加工(替代了磨削方法),使得公差和光洁度达到近乎磨削标准。
意大利FRB端面驱动顶针案例二:
带固定顶针的液压式驱动顶针,使工件加工后保证好的同轴度和刚性,并在超硬合金爪的辅助下确保它在淬硬工件上也能够很好的固定,允许工件硬度达到63 HRC。
与此驱动顶针配套,诞生了具有高精度和刚性的2008新系列活顶针,非常适合应用在类似于代替磨削加工的硬车加工中。
意大利FRB端面驱动顶针案例三:车削5缸曲轴
始终运用固定顶针的驱动器来钻孔,这样即使在不平衡的部件上也能够保持其大的刚性。用于铸铁材料的加工。
意大利FRB端面驱动顶针案例四:单缸曲轴
这项极其困难的操作是仅可以在一个固定顶针的驱动程序的帮助下进行。从视频中可以看出,如果不管手柄小直径的话,它还能够加工两个中心直径。
意大利FRB端面驱动顶针案例五:车削齿轮
从周期规律可以看出,使用该机器可以从侧尾座施加一个超过1.000公斤的压力,也可以同时使用两个具有非常高的切削参数的刀具进行车削加工左后转向轴,这是一项特别有趣的加工过程,因其配件很特别,所以就可以通过驱动程序来进行操作,无需学习其不同的操作方法,这样代价会非常昂贵;方法就是遵循操作周期来执行,也可以驱动程序。
进口端面驱动顶针FRB使用方法 center:
1. 意大利FRB端面驱动的顶针一般情况,可以设法保持一定的稳定性和同心度,这样也能够同时加工不平衡的部分。在主轴变速箱 随着挡板的帮助下,在滚道操作过程中将每一种可能的振动类型大程度的减小;
2.意大利FRB端面驱动顶针不带挡板的主轴操作:
不管手柄的长度和减小的直径的话,在不自定义工作参数的情况下,是有可能通过驱动器来进行加工操作的。
3.意大利FRB端面驱动顶针在车削差速器壳使用:在对接中心和钻孔后,部件被送往配备有端面驱动和活顶针的车床上加工。通过这种类型的加工,以及对所有部位进行的处理,使得前期加工的同心孔和同心点更加好。用于铸铁材料的加工。
4.意大利FRB端面驱动顶针要更换端面驱动的爪,无需工具或扳手。只需用双手拿住爪钳让它沿轴线滑动,直到将其从原位置抽离。如有必要,可使用抹布或钳子辅助以便更好地抓取。重新装入爪钳时,将其沿驱动轴的方向滑动,同时将铣削表面朝外。如若驱动已经安装在机床上也可以完成操作,不会影响精度。此操作过程中,建议抹一层油脂。
5.在零件加工时或工作运行中,端面驱动爪的磨损程度是很难量化的。不同的加工材料,操作系数等使得我们很难了解这项信息。我们可以这样说:
6.经常更换加工类型的人员,通过直观地观察刀片及刚结束加工的工件来判断,并决定何时对爪钳进行修磨(刀刃有磨平或微小裂缝)。如果驱动上的四个切口不再笔直,但只是轻微张开(呈扇形),此时应进行修磨。在这种情况下,只需稍微修磨零点几毫米。
7. 如操作人员需加工大量工件,在达到上述磨损度之前,初始几次应标记出加工工件的数量。
在修磨端面驱动爪的刀刃时,直到磨去3毫米的刀片。不建议打更多磨,为保证不影响中心尖的运行。在修磨过程中,要非常小心,不要加热刀片。
不断寻求创新的解决方案,在具有竞争力的价格和时间上,力求达到好的品质水平;采用特殊方法向客户提供技术援助,以此来减少处理时间。
。因此,所有企业经营活动均通过以下检验; 对各种功能的内部流程控制;人力资源的推动与培养;