

| 品牌 : | 中铠 | 加工定制 : | 是 |
| 分类 : | 高速气动打磨机 | 产地 : | 中国 |
| 盘径 : | 400mm | 适用砂纸 : | 通用砂纸 |
| 空载转速 : | 3600r/min. | 工作压力 : | 59 |
| 平均耗气量 : | 84 | 进气口尺寸 : | 150×70×55mm |
| 建议气管内径 : | 151 | 重量 : | 64kg |
| 用途(适用行业) : | 钢材打磨 | 适用范围 : | 铁路 |
| 外形尺寸 : | 1430x640x430mm | 工具净重 : | 64k |
| 长度 : | 1430mm | 高度 : | 430mm |
| 功率 : | 4.8kw | 系列 : | 001 |
| 订货号 : | 003 | 压缩空气流量 : | 589L |
| 空气接口螺纹 : | 28型 | 直径 : | 585mm |
| 排气方向 : | 垂直 |





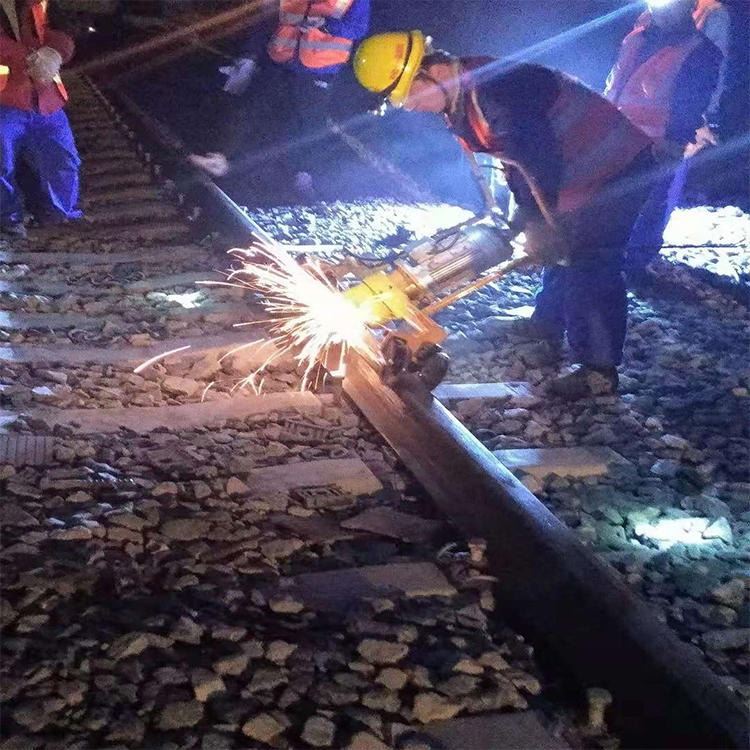
该机主要由汽油机、机架、机芯、走行装置几部分组成。机架系用无
缝钢焊接而成。机芯由传动系统、旋转装置及轮组成。砂轮旋转角度和进
给量由手轮制成,走行装置和机架焊为一体,走行轮绝缘轮。且轮缘较高,
下道后也可在地面推行。先将机架跨在两股钢轨上,再整好砂轮进行给量和
角度即可进行侧磨。是道岔和焊补轨面修磨的理想工具。
使用方法:
1、将打磨机放在钢轨上,通过两滚轮移动,导向轮须与两侧钢轨相接触并回转自如。
2、 顺时针转动手轮4时,杯型砂轮7下移。
3、 获得良好的打磨质量,须按两步进行。
a)粗打磨:打磨机沿钢轨移动,逐步放下砂轮,打磨至离轨面1mm,打磨应从轨面开始,再打侧面。打磨钢轨另一侧时,必须调转打磨机。
b)精打磨:在粗磨的基础上打磨机从新就位,准备打磨轨面。当基准滚轮就位后,放下砂轮,使之刚好触及焊缝附近不须打磨的轨面,从轨面开始打磨,然后打磨侧面,打磨范围应达到焊缝两侧各100mm,为补偿砂轮磨损,应稍稍放下砂轮。
4、打磨完成后,必须逆时针旋转手轮,使砂轮上提,以便于进行下一个焊缝的打磨。
5、 导向轮的调整:
打磨机两侧各有一套导向轮,用于打磨砂轮的导向。打磨轨头侧面时,支撑导向轮的相对位置可根据与地面的距离(或钢轨的型号)来调整二导向轮的间隙,调整导向轮时将四个螺栓扭松后,相对的移动(转动)支架即可调整间隙。
6、打磨机主轴的滚动轴承组合,滚轮、导向轮的滚动轴承组合,要定期的注入和更换润滑脂,进给运动的螺旋副及其支承要定期的注入润滑脂… 。