| 品牌 : | 来宝精工 | 系列 : | 挤压丝锥 |
| 制式 : | 公制 | 材质 : | 高速钢 |
| 螺纹类型 : | 细牙螺纹 | 螺距 : | 0.5 |
| 螺纹代号 : | 机用丝锥 | 丝锥样式 : | 直槽 |
| 功能 : | 挤压 | 尺寸 : | M1-M20 |
| 公称直径 : | 1-20 | 适用范围 : | 机用 |
| 产品认证 : | 内部认证 | 小包装数 : | 1 |
| 总长(mm) : | 100 | 物料编号 : | 高速钢 |
| 螺纹公差等级 : | 0.01 | 产品重量(kg) : | 0.2 |
| 有用长度(mm) : | 35 | 通孔/盲孔 : | 盲孔 |
| 容屑槽数 : | 1 | 螺纹直径尺寸 : | M1-M20 |
| 内冷 (无/轴向/径 : | 内冷 | 柄部直径x方身 : | M1*0.5 |
| 切削锥长度类型 : | 标准长 | 精度 : | 0.01 |
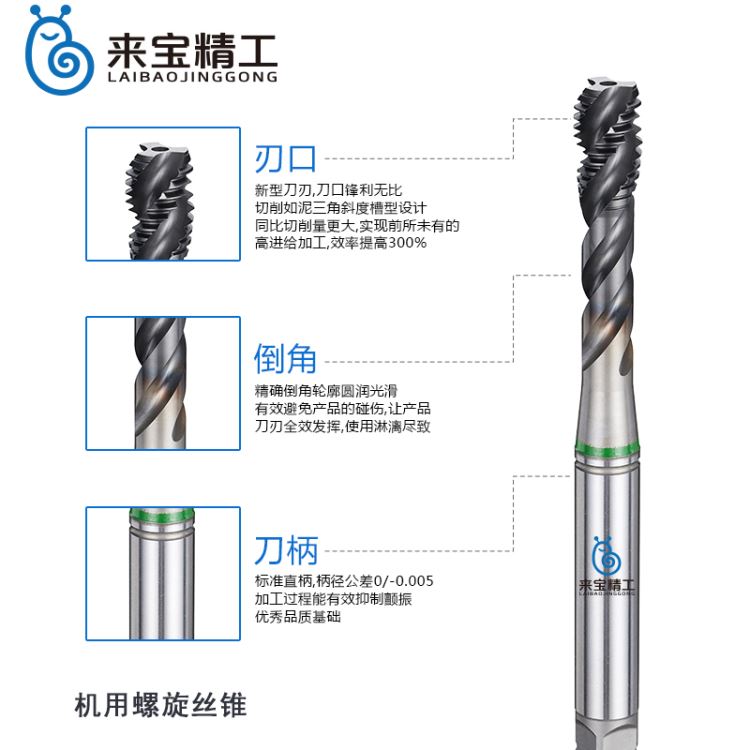
来宝精工模内攻牙机挤压丝锥的8大知识
1、挤压丝锥就是相对于切削丝锥而言。普通丝锥是切削丝锥,用它攻丝就是通过切除金属的方式来获得内螺纹的。而挤压丝锥是通过丝锥上螺纹棱带挤压内孔金属,使金属变形后充满丝锥牙槽,丝锥退出后形成内螺纹。挤压丝锥适合在韧性材料上攻丝,如铝合金、铜合金、不锈钢、低碳钢等。形成的内螺纹光洁度高、精度高,强度大。它要求的底孔尺寸不同于切削丝锥攻丝的底孔。
2、挤压丝锥加工螺丝牙是将牙谷材料挤压流动到牙峰,材料不产生流失。
3、通用丝锥和挤压丝锥怎么区分?
通用的丝锥是有切削槽的,而挤压丝锥是没有切削槽的。
4、挤压丝锥什么品牌好?
要说 ,当然是德国伯爵、日本YAMAWA、OSG等 品牌好。
5、挤压丝锥用什么冷却,润滑?
低碳钢、铝及铝合金、黄铜、紫铜用菜油、硫化切削油;不锈钢用二硫化钼、润滑脂、油酸。一般看加工的材质了,其实大量生产,在好的机床上面直接用乳化液就可以了好的乳化液不但可以冷却,也可以润滑的;二硫化钼是比较好的润滑剂,价格较高,但是效果相当好,也有固体的,攻丝机的时候,可以边攻边涂的。
6、什么叫牙距(螺距)?
螺距就是相邻两个牙的距离。 准确的是相邻两牙中线上的距离。螺纹有单线的和多线的。单线的螺距等于导程,多线的导程=螺距*线数导程是同一条螺旋线上两个牙的距离。
7、螺丝牙峰的高低(即饱和率)由底孔的大小和丝锥精度等级决定。螺丝底孔越小饱和率越大,当螺丝底孔过小时,材料会溢出产生牙丝,丝锥扭断,丝锥寿命缩短。当螺丝底孔过大时,螺丝牙峰小或无牙,饱和率低,丝锥寿命会延长。
8、螺丝底孔非常重要,螺丝底孔需要根据客户螺丝精度要求选择大小,可以通过试验方法决定。