



| 品牌 : | 来宝精工 | 系列 : | 复合丝锥 |
| 制式 : | 公制 | 材质 : | 高速钢 |
| 螺纹类型 : | 细牙螺纹 | 螺距 : | 0.5 |
| 螺纹代号 : | 机用丝锥 | 丝锥样式 : | 直槽 |
| 功能 : | 内排屑 | 尺寸 : | M1-M30 |
| 公称直径 : | 1-30 | 适用范围 : | 机用 |
| 产品认证 : | 内部认证 | 小包装数 : | 1 |
| 总长(mm) : | 100 | 物料编号 : | 高速钢 |
| 螺纹公差等级 : | 0.01 | 产品重量(kg) : | 0.2 |
| 有用长度(mm) : | 40 | 通孔/盲孔 : | 盲孔 |
| 容屑槽数 : | 3 | 螺纹直径尺寸 : | M1-M30 |
| 内冷 (无/轴向/径 : | 内冷 | 柄部直径x方身 : | M1*0.75 |
| 切削锥长度类型 : | 标准长 | 精度 : | 0.01 |
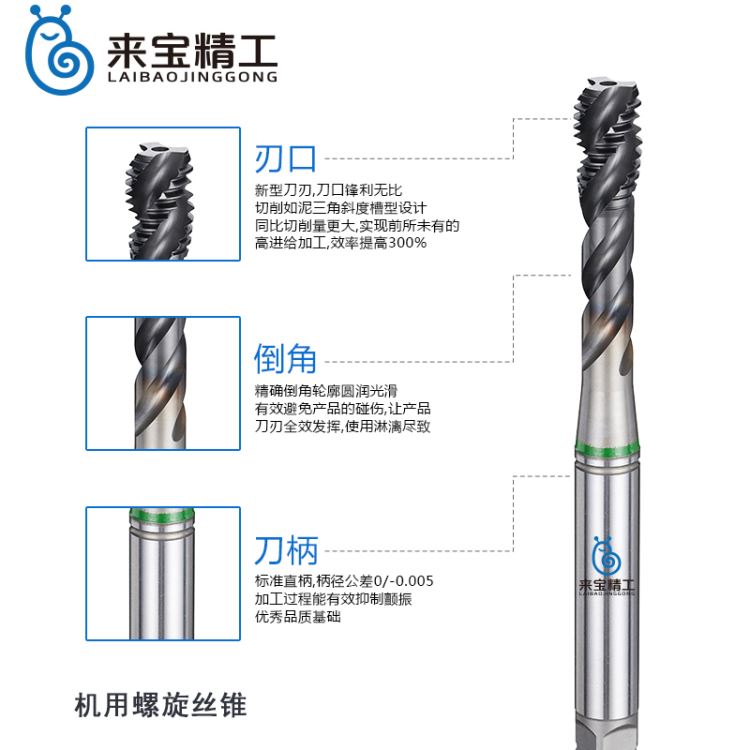
CNC数控机床复合丝锥,东莞市来宝精密工业有限公司
丝锥为一种加工内螺纹的刀具,按照形状可以分为螺旋丝锥和直刃丝锥,按照使用环境可以分为手用丝锥和机用丝锥,按照规格可以分为公制,美制,和英制丝锥,按照产地可以分为进口丝锥和国产丝锥。丝锥是制造业操作者加工螺纹的 主要工具。那我们如何挑选呢?
一、根据丝锥的种类选择
我们经常使用的是:直槽丝锥、螺旋槽丝锥、螺尖丝锥、挤压丝锥,其性能各有所长。 直槽丝锥通用性 强,通孔或不通孔、有色金属或黑色金属均可加工,价格也 。但是针对性也较差,什么都可做,什么都不是做得 。切削锥部分可以有2、4、6牙,短锥用于不通孔,长锥用于通孔。只要底孔足够深,就应尽量选用切削锥长一些的,这样分担切削负荷的齿多一些,使用寿命也长一些。 螺旋槽丝锥比较适合加工不通孔螺纹,加工时切屑向后排出,由于螺旋角的缘故,丝锥实际切削前角会随螺旋角增大而加大。经验告诉我们:加工黑色金属的,螺旋角选的小一点,一般在30度左右,保证螺旋齿的强度。加工有色金属的,螺旋角选的大一点,可在45度左右,切削锋利一些。 螺尖丝锥加工螺纹时切屑向前排出。它的芯部尺寸设计比较大,强度较好,可承受较大的切削力。加工有色金属、不锈钢、黑色金属效果都很好,通孔螺纹应优先采用螺尖丝锥。 挤压丝锥比较适合加工有色金属,与上述切削丝锥工作原理不同,它是对金属进行挤压,使之塑形变形,形成内螺纹的。挤压成形的内螺纹金属纤维是连续的,抗拉,抗剪强度教高,加工的表面粗糙度也教好,不过挤压丝锥底孔要求较高:过大,基础金属量少,造成内螺纹小径过大, 强度不够。过小,封闭挤压的金属无处可去,造成丝锥折断。
二、根据丝锥公差带选择
国产机用丝锥都标志中径公差带代号公差值是相等的,手用丝锥的公差带代号为H4,公差值、螺距及角度误差比机用丝锥大,材质、热处理、生产工艺也不如机用丝锥。H4按规定可以不标志。有些企业使用进口丝锥。这样就把丝锥公差带代号及可加工的内螺纹公差带都标上了, 选择螺纹的制式 目前常见的普通螺纹有三种制式:公制,英制,统一制(也称美制)。公制是以毫米为单位,齿形角60度的螺纹。
三、特殊的丝锥
有一些特殊的丝锥,如跳牙丝锥。它间隔去掉一个齿,与工件之间的压力及摩檫力较小,加工薄壁件内螺纹,不会造成薄壁件变形。其它还有内容屑丝锥,中间开有容屑孔,专门加工几十到几百毫米的大直径内螺纹。
知识点延伸:
螺纹是机械零件连接 常见的方法,而丝锥又是加工内螺纹 常用的工具,尤其是加工小孔径螺纹,丝锥几乎是 选择,因此选择 合适的丝锥便更显重要。