| 品牌 : | 伊尔玻 |
没有安装对刀仪的数控机床,每把***的偏置数值,是经过每把***试切工件以后,对工件尺寸进行测量、计算、补偿(手工对刀)后才可知道,并且稍不小心还会报废工件。当更换***后,这项工作还要重新进行,上海对刀仪代理。可以说对刀工作是占用机床辅助时间 长的工作内容之一。
安装了对刀仪的机床,因对刀后能够自动设置好***对工件坐标系的偏置数值,从而能自动建立工件坐标系,上海对刀仪代理。这样就能很方便地实现工件坐标值的设定,上海对刀仪代理。可以说对刀仪的使用,不仅节省了时间,更提高了效率。
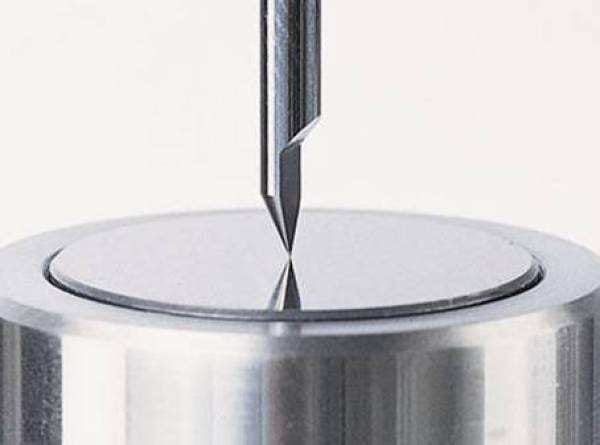
机床各直线运动轴返回各自的机械参考点之后,机床坐标系和对刀仪固定坐标之间的相对位置关系就建立起了具体的数值。2.不论是使用自动编程控制,还是手动控制方式操作对刀仪,当移动刀片沿所选定的某个轴,使刀尖(或动力回转刀片的外径)靠向且触动对刀仪上四面探针的对应平面,并通过挠性支撑杆摆动触发了高精度开关传感器后,开关会立即通知系统锁定该进给轴的运动。因为数控系统是把这一信号作为高级信号来处理,所以动作的控制会极为迅速、准确。

(对刀点可以设在被加工零件上,也可以设在夹具上,但是必须与零件的定位基准有一定的坐标关系,Z方向可以简单的通过确定一个容易检测的平面确定,而X、Y方向确定需要根据具体零件选择与定位基准有关的平面、圆。 对于四轴或五轴数控设备,增加了第4、第5个旋转轴,同三坐标数控设备选择对刀点类似,由于设备更加复杂,同时数控系统智能化,提供了更多的对刀方法,需要根据具体数控设备和具体加工零件确定。 对刀点相对机床坐标系的坐标关系可以简单地设定为互相关联,如对刀点的坐标为(X0,Y0,Z0),同加工坐标系的关系可以定义为(X0+Xr,Y0+Yr,Z0+Zr),加工坐标系G54、G55、G56、G57等,只要通过控制面板或其他方式输入即可。