




| 产地 : | 河北廊坊 | 品牌 : | 高尔 |
| 规格 : | 多种规格 | 材质 : | 聚乙烯 |
| 型号 : | 定做 | 适用范围 : | 管道补口 |
| 长度 : | 4 | 宽度 : | 600 |
| 厚度 : | 8 |
厂家生产电热熔套型号齐全 排水网线补口电热熔套规格型号 潍坊市热力管道大量采购电热熔套 高尔定做
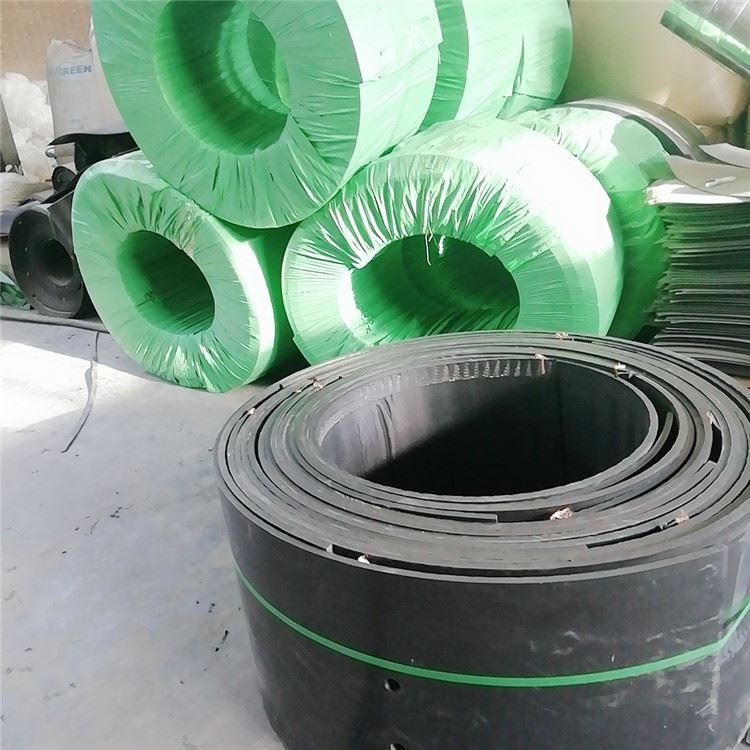
由于采用了特种电热丝网,结合部位的相当理想,其连接强度和密封效果非常好,是国内一代电热熔套的更新换代产品。电热熔套是PE板材经过弯折、覆网、打卷后通过电热熔把夹克管连接在一起的一种连接管道的辅助件。熔化效果相当理想。
性能特点:连接强度高、密封效果好、闭气性能高,聚氨酯不渗漏,耐腐蚀、耐老化,施工方便快捷。
经过非常多的工程案例的分析研发,终制造出了电热熔套这一便捷、操作简单的辅助用品。安装热熔套时需要将接头部位的泥土、污物清除掉,在把热熔套放于接口中间,并将电热丝放在外套管上。将热熔套搭接,使得热熔套按照纵向的方向将接缝处放置在压板,这样就可以保证接口处的搭接处能够紧密接触起来,热熔套中间及两端的电热丝部位需要用打包带进行扎紧,扎牢,不能让其松动。热熔套上的电热丝与控制箱进行【输出】连接(别连击错误哦),启动开关,可根据规格参考表设定电压计通电时间。如果接头的边缘融化后的出现聚乙的溢出,那么必须切断电源或安装自动断电装置。热熔套接口需要20-30分钟自然冷却,然后才能卸下打包带和压板。

电热熔套是近年来防腐,保温行业新兴的一种新型连接管件,其抗性,连接强度,环刚度,等明显优于热收缩带,并且电热熔套可以先焊接夹克管,然后再聚氨脂发泡,其施工速度也明显快于热收缩带,所以电热熔套被广泛用于热力管道,石油管线
热熔套管 口除锈采用喷砂除锈和手工电动角磨机除锈两种方法,路边及施工现场地形较好易进入车辆的选用喷砂除锈方法,施工困难地段采用手工电动角磨机除锈方法。喷砂 除锈管口表面处理质量应达到GB8923《涂装前钢材表面锈蚀等级和除锈等级》Sa2.5级。喷砂除锈用石英砂应干燥,颗粒应均匀且无杂质,粒径在 2mm~4mm之间。喷砂工作压力宜为0.4Mpa-O.6Mpa。手工电动角磨机除锈应该达到标准st3.0级别
起动空压机,调好风压,打开进砂阀门即可进行喷砂作业。空气压缩机出口处应有油水过滤器,且压缩机排量不小于6m3/min。
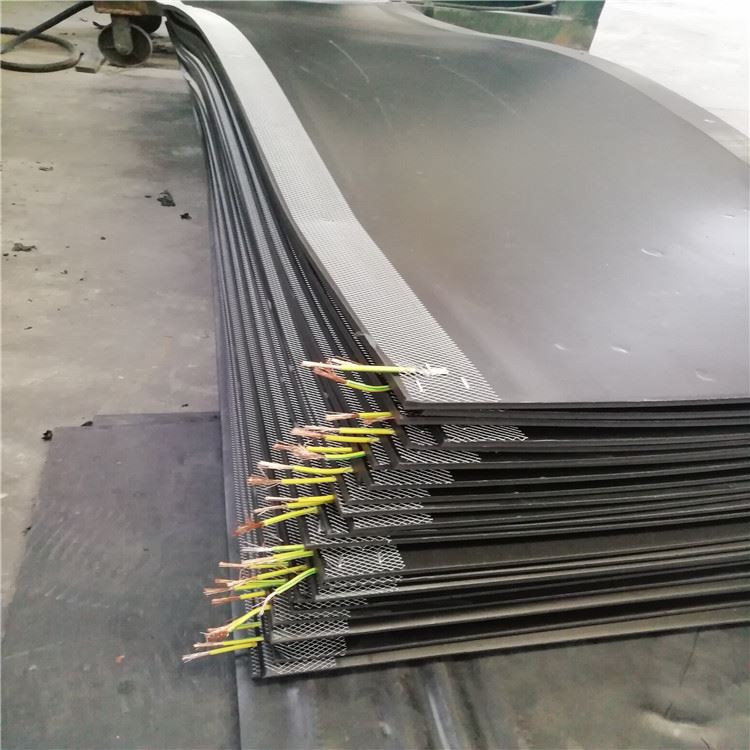
电热熔套是优质PE板材经热合内嵌特种电热丝网而成的一种连接管件.因其在通电连接时能在电热熔带与管材之间形成一种熔融状物质流,分子之间能相互渗透,扩散.故而冷却后能形成一种牢固的结合体,所以电热熔带<连接>具有密封性能好,连接部位牢固,抗拉伸强度高.可承受大剪切力,环境适应性强,可做牵引管件,是中空壁缠绕管,螺旋缠绕管等管材的一种连接管件

补口前必须对补口位进行清理,将环向焊缝及附近的毛刺、焊渣、污物、油及杂物清理干净。队补口部位表面进行除锈处理,表面除锈处理质量应达到涂装前钢材表面锈蚀等级,GB/8923规定的Sa2.5Sa3.0级。可选用喷砂或电动工具除锈。补口搭接部位的聚乙烯层应打磨至表面粗糙。其端部进行坡口处理,坡角其端部进行坡口处理,坡角不大于30度,然后用火焰加热器队补口部位进行预热。防腐热缩套与聚乙烯防腐层搭接宽度不小于 100mm。如果湿度大于85或下雨、雪天应停止施工。

焊接强度高: 由于是在电热丝的介入下聚乙烯母材的自身焊接,焊接强度高于母材强度。
密封性能好: 热熔后的气密性试验(0.02mpa的气压试验)证明,一次合格率在95%以上。
自动化程度高:本工艺配有专门的控制箱,可根据不同的管径控制加热时间及加热电流,人为因素影响小。
施工速度快: 由于其自动化程度高,施工速度快,三个施工人员,两台控制箱,每天可补口100个以上(dn500直埋保温管)。
施工费用低: 施工费用低表现在两方面.一方面电热融接头的费用较热塑带的费用低;一方面施工速度快,可节省施工费用。
由于PE板材选用优质原料,并配比一定的EVA热熔胶,采用共挤设备,经复合机头生混融而生产,并经过电晕处理,所以在焊接熔化时可在四周溢出少许胶状物,在加上镍铬合金网质地细密,排列均匀,单位时间内发热量高,可以较*的和PE管线相融合,密闭效果明显,取得良好的焊接效果。
除锈完毕后应将焊口及焊口两侧涂层上的粉尘清除干净。喷砂时应注意安全防护,不得损伤补口区以外防腐层。除锈完毕后,应清除灰尘。管口表面处理与补口间隔时间不宜超过2h。如果有浮锈,应重新除锈。

该产品专为高密度聚乙烯聚氨酯保温管补口焊接电热熔套(带)设计开发,自动化程度高,电压220v/380v通电自动转换,重量轻易携带、禁久耐用,适用于各种施工环境。

性能特点:连接强度高、密封效果好、闭气性能高,聚氨酯不渗漏,耐腐蚀、耐老化,施工方便快捷。
热熔套的安装:
1、安装热熔套时,把热熔套放于接口中间,并保证电热丝放置于外套这上;
2、将热熔套搭接,并在热熔大纵向接缝处放置压板,以保证接口搭接处紧密接触,热熔套中两端电热比部位用打包带扎紧、扎牢,不得松动;
3、将热熔套上的电热丝与控制箱(输出)连接,启动开关,可根据规格参考表设定电压及通电时间;
4、当接头边缘有熔化后的聚乙烯溢出,切断电源或自动断电;
5、一般根据现场环境情况,热熔套接口需要20-30分钟自然冷却,然后才以卸下打包带和压板。