| 加工定制 : | 是 | 种类 : | 废气催化燃烧器 |
| 品牌 : | 沧州龙淼环保 | 型号 : | RCO |
| 处理浓度 : | 400 | 处理风量 : | 10000 |
| 启燃温度 : | 230 | 空速 : | 2 |
| 适用领域 : | 印刷厂、喷漆房、注塑厂、化工厂等 |

公司简介:沧州龙淼环保设备制造有限公司是一家集环保科技、设计、生产、销售和维护为一体的综合性技术企业,引进欧美工业除尘.家用净化领域全套技术。
公司注重团队建设,拥有先进的生产团队,成熟的设计工团队,充满激情的销售团队。致力于焊接烟尘净化器、油雾净化器、工业吸尘器、车间烟尘处理系统、车间通风系统、家用净化器等环保设备的研发和生产。可以根据客户车间工况的差异,设计出适合现场的环保设备,满足不同客户的个性化需求。
龙淼环保主要服务行业:石油、化工、铁路机车、汽车制造、工程机械、煤矿机械、电器、电子、造船、烟草、技工培训车间、食品、玻璃制造、钢铁、冶金、电厂等几百个领域的各类环境污染治理。已有多家知名企业生产线采用我公司提供的方案和设备。
龙淼环保本着节省生产成本、提高工作效率、设计优质的解决方案,秉承客户至上、合力同行、积极的工作态度。围绕车间环境改善和车间烟尘治理两大核心业务不断创新,努力打造具有核心竞争力的环保企业。
公司秉承“客户至上,合力同行”的经营理念,从微型烟尘处理设备到车间烟尘整体净化通风工程,真正实现依需求进行设计研发、生产经营的方式,沟通您的需求,满足您的需求。

催化燃烧法废气处理设备
可用于废气溶剂的净化处理,电线、电缆、漆包线、机械、电机、化工仪表、汽车、自行车、 摩托车、发动机、磁带、塑料、家用电器等行业的废气净化;可用于各种烘道、印铁制罐、表面喷涂、印刷油墨、电机绝缘处理、皮鞋粘胶等烘干流水线,净化各工序产生的废气。
中等浓度(通常浓度在2000~5000mg/m3之间)的有机废气在催化剂(钼、铂、钯等贵金属)作用下进行低温氧化无火焰燃烧,将有机成分氧化为C02和H20产物。
催化燃烧法的特点:无火焰燃烧易控制, 燃烧控制温度较低(250~300℃之间) ,外加热能消耗少,不同的废气组分须选择不同形式的催化剂及燃烧工艺。
进入催化燃烧装置的气体必须经过滤处理和预热处理,使废气温度达到催化剂的起燃温度(220~250℃之间) ,除去粉尘颗粒物、液滴等催化抑制剂, 避免催化床层的堵塞和催化剂的中毒失效。
设备特点:操作方便, 设备工作时,实现自动控制。
能耗低:催化燃烧室采用蜂窝陶瓷状为载体的贵金属催化剂,阻力小,活性高。当废气蒸气浓度达到2000 ppm以上时,可维持自燃。
安全可靠:设备配有阻火除尘系统、防爆泄压系统、超温报警系统及先进自控系统。
阻力小,净化率高:采用当今先进的贵金属蜂窝状陶瓷载体催化剂,比表面积大。
余热可回用:余热可返回烘道, 降低原烘道中消耗功率,也可作其它方面的热源。
占地面积小:仅为同行业同类产品的70%~80%,且设备基础无特殊要求。
使用寿命长:催化剂一般8000小时以上更换,并且载体可再生。
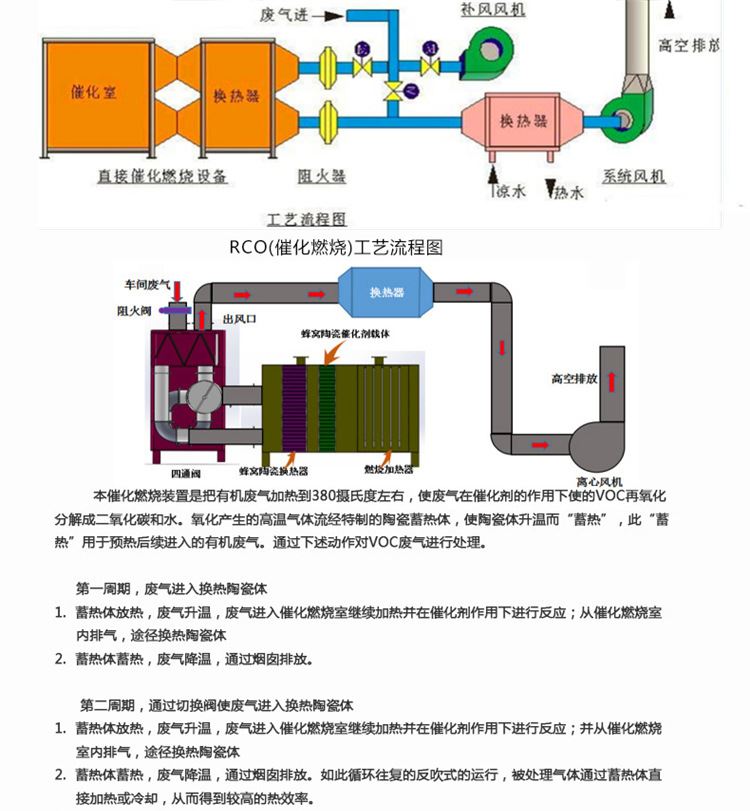
◆工艺原理
“催化燃烧法”是把废气加热到启燃温度,在催化剂的作用下进行无火焰燃烧,生成CO2和水并释放大量热量。催化燃烧净化装置根据催化燃烧机理,由催化室、电加热箱、热交换器、风机、电控柜五大部分组成。
当废气进入装置首先到热交换器,用催化燃烧后余热通过热交换器把有机废气温度尽可能的提高,通常温升△t=50~ 60℃ ,然后送入到电加热箱内,通过电热管加热到启燃温度,一般在200~250℃。达到温度会自动关闭加热系统,这时就进入催化箱内,进行催化燃烧反应,使CO及HC氧化分解成CO2和水,并且释放大量的热量。这时,当废气浓度达到一定量时, 产生的余热通过热交换器后温升已经达到启燃温度,这时催化燃烧装置就达到动态热平衡,这样就节省大量的电热功率。上述过程可通过PLC系统控制柜全自动工作。