




| 牌号 : | Sabic WCP921A | 加工级别 : | 注塑级,包覆 |
| 特性级别 : | 阻燃级 | 用途级别 : | 电子电器部件 |
| 品牌 : | 沙伯基础 | 类型:标准料 : | 销售方式:品牌经销 |
| 产品说明:原厂原包 : | 可卖售地:全国各地 | 中文名:聚苯醚 : | 产地: 上海 |
| 产品包装:25KG : | 外观形状:颗粒 | 品名:PPO : | 产品特性:无卤阻燃低密度可加工柔性 |
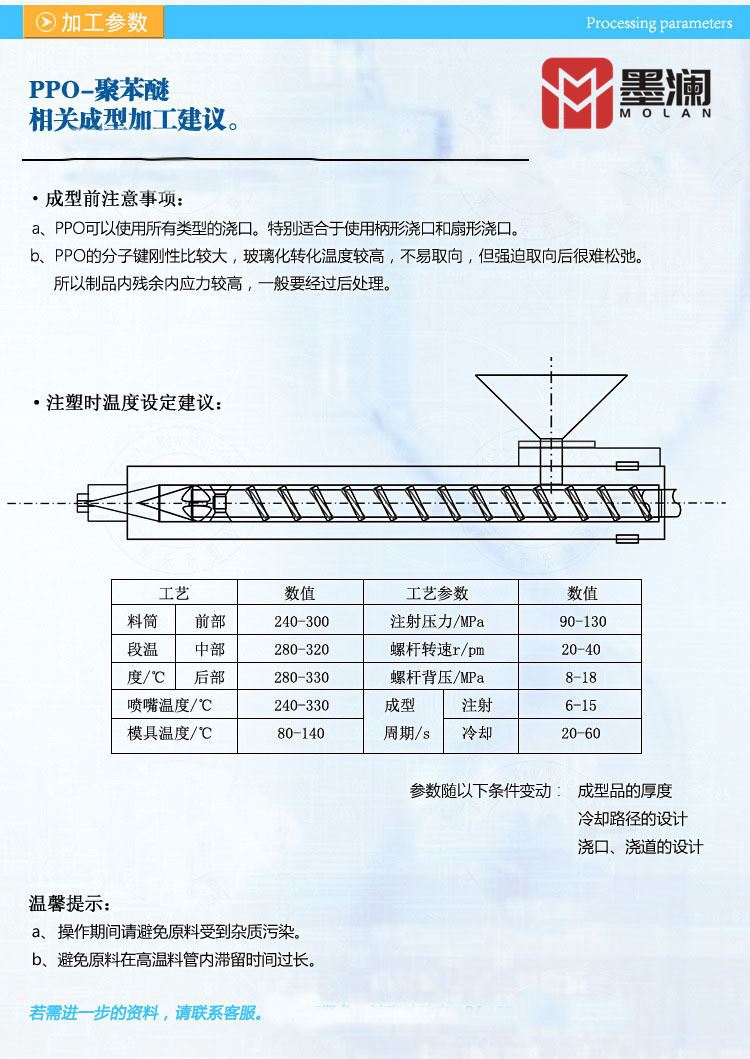
PPO沙伯基础创新塑料(原GE)Sabic WCP921A无卤阻燃低密度可加工良好的柔韧性包覆成型插头连接器应用

中文简介:WCP921A,柔性注塑级Noryl材料。比重低,具有良好的非卤化阻燃性能。用于二次注塑应用,如插头,应力消除和连接器。UL 94 V-0性能,具有良好的可加工性。GreenScreen已批准。
英文简介:WCP921A,Flexible Noryl injection molding grade. Low specific gravity with good non-halogenated flame retardant performance. Developed for overmolding applications such as plugs, strain reliefs, and connectors. UL 94 V-0 performance with good processability. GreenScreen Approved.








NORYL™ WCP921A resin 物性表
| 基本信息 | |
|---|---|
| 特性 |
|
| 用途 |
|
| 加工方法 |
|
| 物理性能 | 额定值 | 单位制 | 测试方法 |
|---|---|---|---|
| 比重 | 1.04 | g/cm³ | ASTM D792 |
| 熔流率(熔体流动速率) | ASTM D1238 | ||
| 210°C/5.0 kg | 12 | g/10 min | ASTM D1238 |
| 250°C/2.16 kg | 10 | g/10 min | ASTM D1238 |
| 收缩率 | ASTM D955 | ||
| 流动 : 24小时 | 0.40 | % | ASTM D955 |
| 横向流动 : 24小时 | 0.40 | % | ASTM D955 |
| 吸水率 1(23°C, 24 hr) | 0.10 | % | ASTM D570 |
| 硬度 | 额定值 | 单位制 | 测试方法 |
|---|---|---|---|
| 肖氏硬度 (邵氏 A, 30 秒) | 92 | ASTM D2240 |
| 机械性能 | 额定值 | 单位制 | 测试方法 |
|---|---|---|---|
| 抗张强度 | |||
| 断裂 2 | 9.00 | MPa | ASTM D638 |
| 断裂 | 9.00 | MPa | ISO 527-2/50 |
| 伸长率 | |||
| 断裂 3 | 120 | % | ASTM D638 |
| 断裂 | 120 | % | ISO 527-2/50 |
| 弯曲模量 4 | |||
| 100 mm 跨距 | 110 | MPa | ASTM D790 |
| -- | 110 | MPa | ISO 178 |
| 热性能 | 额定值 | 单位制 | 测试方法 |
|---|---|---|---|
| 脆化温度 | < -40.0 | °C | ASTM D746 |
| 电气性能 | 额定值 | 单位制 | 测试方法 |
|---|---|---|---|
| 体积电阻率 | 4.0E+15 | ohms·cm | ASTM D257 |
| 介电强度 (2.00 mm, 在油中) | 23 | kV/mm | IEC 60243-1 |
| 相对电容率 (1 MHz) | 2.80 | IEC 60250 | |
| 耗散因数 (1 MHz) | 6.0E-3 | IEC 60250 | |
| 漏电起痕指数 | 600 | V | IEC 60112 |
| 可燃性 | 额定值 | 单位制 | 测试方法 |
|---|---|---|---|
| UL 阻燃等级 (6.00 mm) | V-0 | UL 94 | |
| 灼热丝易燃指数 (3.00 mm) | 850 | °C | IEC 60695-2-12 |
| 热灯丝点火温度 (3.00 mm) | 775 | °C | IEC 60695-2-13 |
| 极限氧指数 | 24 | % | ISO 4589-2 |
| 注射 | 额定值 | 单位制 | |
|---|---|---|---|
| 干燥温度 | 60.0 到 80.0 | °C | |
| 干燥时间 | 4.0 到 6.0 | hr | |
| 干燥时间 | 8.0 | hr | |
| 建议水分含量 | 0.010 | % | |
| 建议注射量 | 30 到 70 | % | |
| 料筒后部温度 | 180 到 220 | °C | |
| 料筒中部温度 | 210 到 240 | °C | |
| 料筒前部温度 | 220 到 250 | °C | |
| 射嘴温度 | 220 到 250 | °C | |
| 加工(熔体)温度 | 220 到 250 | °C | |
| 模具温度 | 40.0 到 60.0 | °C | |
| 背压 | 3.00 到 10.0 | MPa | |
| 螺杆转速 | 30 到 80 | rpm | |
| 排气孔深度 | 0.030 到 0.050 | mm |
仓库展示
