



| 牌号 : | Texin RxT50D | 加工级别 : | 注塑级,挤出级,吹塑级 |
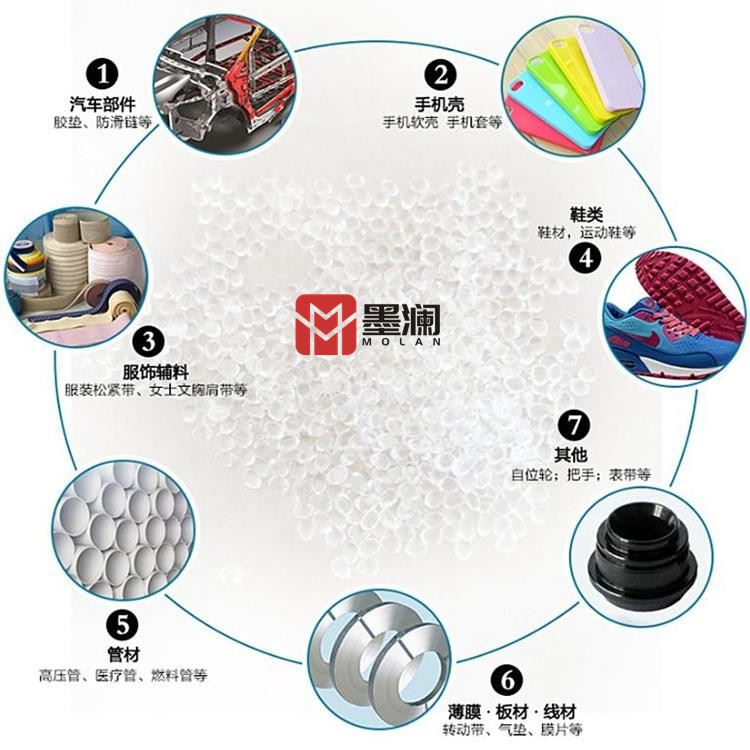
| 特性级别 : | 耐磨,高抗冲 | 用途级别 : | 汽车部件,管材级,电子电器部件,医用级,型材 |
| 品牌 : | 德国科思创 | 类型:正牌料 : | 销售方式:品牌经销 |
| 产品说明:原厂原包 : | 可卖售地:全国各地 | 中文名:热塑弹性体 : | 产地:德国 |
| 产品包装:25KG : | 外观形状:颗粒 | 品名:TPU : | 产品特性: 消毒 抗撞击 耐磨 |
TPU 德国科思创Texin RxT50D 消毒 抗撞击 耐磨 良好的柔韧性 管件 连接器 医疗护理用品应用
【Texin德国科思创RxT50D】 热塑性聚氨酯(TPU)是一类可加热可以塑化、溶剂可以溶解的聚氨酯。
与混炼型和浇注型聚氨酯比较,化学结构上没有或很少有化学交联,其分子基本上是线性的,然而却存
在一定量的物理交换,因此,这类聚氨酯称为热塑性聚氨酯。

众所周知TPU聚氨酯热塑性弹性体分为聚脂和聚醚两种,其性能有着显著的区别,下面为你详细解释下:
聚醚型TPU具有高强度、耐水解和高回弹性,低温性能好的优点。通常用于软泡、硬泡,硬质塑料和表面涂料
高回弹软质泡沫的加工生产。
聚酯型TPU具有较好的拉伸性能、挠曲性能、耐摩损性以及耐溶剂性能,不易氧化和耐较高温度等优点。主要
用于软泡硬泡、低密度半硬泡、软质涂料、弹性体和胶粘剂、实芯和微孔弹性体的生产。
TPU聚醚型:高强度、耐水解和高回弹性,低温性能好【聚醚 密度 1.13-1.18g/cm3】
TPU聚酯型:较好的拉伸性能、挠曲性能、耐摩损性及耐溶剂性能和耐高温度【聚酯 密度 1.18-1.22g/cm3】
TPU塑料物理性能:良好的外观质感,触感温和,容易着 调均匀,稳定;可调整物性,提供广阔
的产品设计空间力学性能可比硫化橡胶,但无需硫化交联;硬度范围宽阔,耐拉伸性能优异,抗张强度
可达十几个Mpa,断裂生长率高可达十倍以上;长期耐温可超过70℃,低温环境性能良好,在-60℃温度
下仍能保持良好的绕曲性;良好的电绝缘性及耐电压特性;具有突出的防滑性能,耐磨性和耐候性能。

TPU的弹性模量和定伸应力:弹性模量是指材料在比例限度内,张应力与相应的应变之比,即杨氏模量。
表中所示的就是TPU的弹性模量, 定伸应力和300%定伸应力。此表格选择了两种不同配方下制成
的TPU,以及不同硬段含量下的数据可见弹性模量和定伸模量都随硬段含量的增加而增加。结果很显然,
硬段增加,模量也会随之上升(材料会变“硬” )从微观角度解释的话,硬段含量增加,形成硬段相的球
晶体积分数增加,分散在软段基料上的硬段分散微区逐渐连通而接近连续相,从而提高了模量。
TPU的韧性:韧性是使材料断裂所需要的能量,等于应力-应变曲线下的面积。一般来说TPU的硬段含量在
10%~21%之间时,TPU呈现软橡胶态,此时TPU的韧性较低,且弹性模量也较低。当硬段含量在32%~55
%之间时,TPU表现为弹性体,此时的韧性高。当硬段含量在66%~77%之间时,TPU的模量达到较高的数
值,呈现弹性塑料的性能。韧性随硬段含量增多而发生变化的原因是,硬段提供弹性模量而软段提供伸长率
当硬段含量较低时(硬段呈孤立球体分布在连续软段相中)TPU的弹性模量低且伸长率很大,根据韧性的定
义可得出韧性很低。而当硬段含量过高时(硬段呈连续相,软段分散其间),弹性模量可达到很高的数值但
伸长率会变得非常低,同理可知韧性也很低。而在硬段和软段配比适当,硬段由分散相过度到连续相的状态
时,硬段的高模量高熔化热加上软段的高伸长率,使TPU得到了较高的韧性值。

 |
Texin® RxT50D 物性表
| 基本信息 | |
|---|---|
| 特性 |
|
| 用途 |
|
| 机构评级 |
|
| 加工方法 |
|
| 物理性能 | 额定值 | 单位制 | 测试方法 |
|---|---|---|---|
| 比重 | 1.15 | g/cm³ | ASTM D792, ISO 1183 |
| 熔流率(熔体流动速率) (200°C/8.7 kg) | 5.0 | g/10 min | ASTM D1238, ISO 1133 |
| 收缩率 | |||
| 流动 : 2.54 mm | 0.80 | % | ASTM D955 |
| 横向流动 : 2.54 mm | 0.80 | % | ASTM D955 |
| 垂直流动方向 : 2.54 mm | 0.80 | % | ISO 2577 |
| 流动方向 : 2.54 mm | 0.80 | % | ISO 2577 |
| 硬度 | 额定值 | 单位制 | 测试方法 |
|---|---|---|---|
| 肖氏硬度 (邵氏 D) | 50 | ASTM D2240, ISO 868 |
| 机械性能 | 额定值 | 单位制 | 测试方法 |
|---|---|---|---|
| 弯曲模量 (23°C) | 114 | MPa | ASTM D790, ISO 178 |
| 泰伯耐磨性 | |||
| 1000 Cycles, 1000 g, H-18 转轮 | 75.0 | mg | ISO 4649 |
| 1000 Cycles, 1000 g, H-18 转轮 | 75.0 | mg | ASTM D1044 |
| 弹性体 | 额定值 | 单位制 | 测试方法 |
|---|---|---|---|
| 拉伸应力 | ASTM D412, ISO 37 | ||
| 99.99%应变 | 14.5 | MPa | ASTM D412, ISO 37 |
| 300%应变 | 27.6 | MPa | ASTM D412, ISO 37 |
| 抗张强度 (屈服) | 49.0 | MPa | ASTM D412, ISO 37 |
| 伸长率 (断裂) | 480 | % | ASTM D412, ISO 37 |
| 撕裂强度 | |||
| -- 1 | 131 | kN/m | ASTM D624 |
| -- | 130 | kN/m | ISO 34-1 |
| 压缩变形 2 | ASTM D395B, ISO 815 | ||
| 23°C, 22 hr | 15 | % | ASTM D395B, ISO 815 |
| 70°C, 22 hr | 40 | % | ASTM D395B, ISO 815 |
| 热性能 | 额定值 | 单位制 | 测试方法 |
|---|---|---|---|
| 维卡软化温度 | 128 | °C | ISO 306/50, ASTM D1525 3 |
| 光学性能 | 额定值 | 单位制 | 测试方法 |
|---|---|---|---|
| 黄度指数 | |||
| -- | < 10 | YI | DIN 6167 |
| -- | < 10 | YI | ASTM E313 |
| 注射 | 额定值 | 单位制 | |
|---|---|---|---|
| 干燥温度 - 热风干燥机 | 93.0 到 104 | °C | |
| 干燥时间 - 热风干燥机 | 2.0 | hr | |
| 建议水分含量 | < 0.030 | % | |
| 料筒后部温度 | 196 到 207 | °C | |
| 料筒中部温度 | 199 到 210 | °C | |
| 料筒前部温度 | 199 到 210 | °C | |
| 射嘴温度 | 202 到 213 | °C | |
| 加工(熔体)温度 | 202 到 213 | °C | |
| 模具温度 | 16.0 到 38.0 | °C | |
| 注塑压力 | 41.4 到 103 | MPa | |
| 注射速度 | 中等 | ||
| 背压 | < 5.52 | MPa | |
| 螺杆转速 | 40 到 80 | rpm | |
| 垫层 | < 3.18 | mm |
| 注射说明 |
|---|
| Hold Pressure: 60 to 80% of Injection Pressure |
| 挤出 | 额定值 | 单位制 | |
|---|---|---|---|
| 干燥温度 | 93.0 到 104 | °C | |
| 干燥时间 | 2.0 | hr | |
| 料筒1区温度 | 182 到 196 | °C | |
| 料筒2区温度 | 193 到 207 | °C | |
| 料筒3区温度 | 193 到 207 | °C | |
| 熔体温度 | 199 到 213 | °C | |
| 口模温度 | 193 到 213 | °C |
仓库展示


