

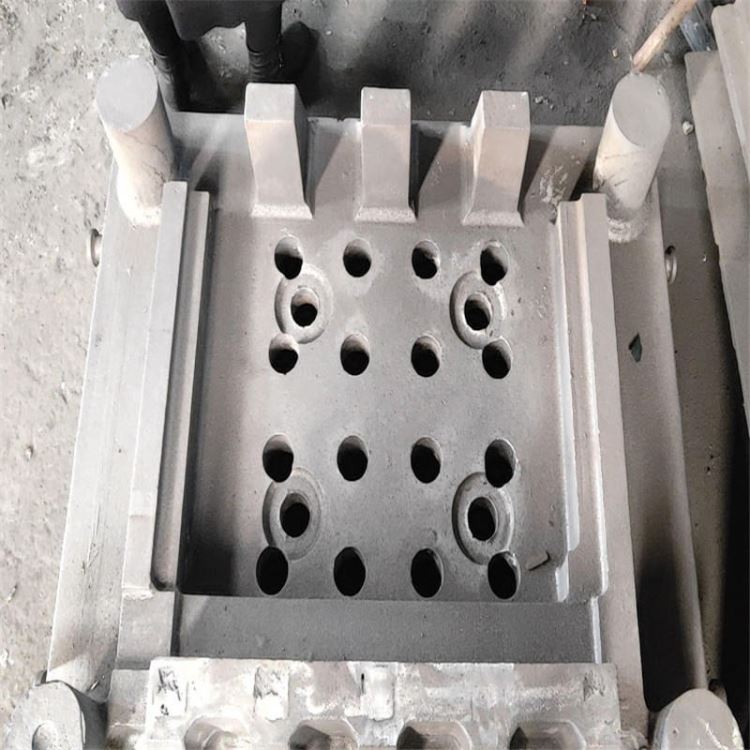


| 表面处理 : | 打磨 | 材质 : | HT250 |
| 成型工艺 : | 高压铸造 | 公差 : | 30mm |
| 砂型铸造种类 : | 粘土干砂型 | 特种铸造种类 : | 消失模铸造 |
| 打样周期 : | 4-7天 | 加工周期 : | 8-15天 |
| 年剩余加工能力 : | 20 | 年 加工能力 : | 55 |







怎么提高机床铸件的加工精度?
前提是机床床身铸件得达到以下要求
(1)较高的抗压强度与抗拉强度。
(2)良好的精度稳定性。
(3)高的弹性模量。
(4)良好的耐磨性。
(5)较好的减震性。
(6)良好的切削性能。
(7)良好的铸造性能。
(8)较高的尺寸精度,较低的表面粗糙度。
国内外生产机床铸件I要从化学成分、力学性能、金相组织、尺寸精度和时效处理等几方面进行控制超长床身的精加工过程中,在保证高加工精度及稳定性、提高生产效率方面还存在一些技术难点问题,主要为:
1)超长床身加工精度的稳定性;
2)超长床身加工过程中刀具的磨损;
3)主轴热变形对加工精度的影响;
4)超长床身导轨面高平行度的保证;
5)超长床身直线度的检测方法及检测数据的处理;
6)超长床身导轨高精度直线度的保证。
由于重型机床超长 身 长,在精 加工装卡过程 中,很容易受重力的影 而变形,也很容 易产 生强压变形, 导致加工后松开卡压时产生扭曲 ,无法保证加工精度的稳定性。
我们采取的解决方法是从床身毛坯划线开始,就严格控制床身的自由调平,粗加工、半精加工要求采用可调垫铁自由调平,使床身在自由状态下装夹、加工,这样在加工过程中产生的内应力也可以得到一定释放,从而减轻应力的积累,为精加工打下良好的基础。


