




| 品牌 : | 盛圣 | 型号 : | 标准,异型可定制 |
| 工作台类型 : | 试验平台 | 材质 : | HT200 |
| 外形尺寸 : | 2000X4000X250 | 适用范围 : | 电机测试 |
| 规格 : | 2000X4000X250 | 样品或现货 : | 现货 |
| 是否标准件 : | 是 | 是否库存 : | 否 |
| 是否批发 : | 是 |
| 产品 规格(mm) | 精 度 | 承 重(kg) | 板 面 厚 度(mm) | 报 价(元) |
| 标准 1000x2000x800mm | 3级 | 500 | 15mm | 2800元 |
| 重型1000x2000x800mm | 1级 | 1000 | 20mm | 3400元 |
| 标准1500x2000x800mm | 1级 | 750 | 15mm | 4200 |
| 重型 1500x2000x800mm | 1级 | 2000 | 20mm | 5300 |
| 重型1500x2000x800mm | 1级 | 3000 | 30mm | 7400 |
| t型槽 1500x2000x800mm | 1级 | 3000 | 30mm | 6500 |




产品介
产品特点:刮研平板按GB/4986-85标准制造,工作面用研磨工艺,用于制件的研磨,量具修理,用刮研平板研磨后的制件表面粗糙度Ra≦0.08μm,刮研平板一般尺寸和重量较小,刮研平板规格在100×100--800×600,刮研平板大约30-50公斤,刮研平板主要用来作为模具的垫.
刮研平板技术资料:按GB/4986-85标准制造,工作面用研磨工艺,用于制件的研磨,量具修理,用刮研平板研磨后的制件表面粗糙度Ra≦0.08μm, 刮研平板一般尺寸和重量较小,刮研平板规格在100×100--800×600,刮研平板大约30-50公斤,刮研平板主要用来作为模具的垫.
产品名称:刮研平板
产品别名:刮研平板、刮研平台、精密刮研平板、铸铁精密刮研平板、刮研平台。
刮研平板规格:100×100-3000×6000(特殊规格根据需方图纸制作) ,适用于各种检验工作,精密测量用的基准平面;用于机床机械检验测量基准;检查零件的尺寸精度或形为偏差,并作紧密划线,在机械制造中也是不可缺少的基本工具。
刮研平板精度:按国家标准计量检定规程执行,分别为0,1,2,3级四个级别,0级1级平板在每边为25毫米平方的范围内不少於25点,2级不少於20点,3级不少於12点,其中2级以上平板为检验用,3级以上为划线用。
刮研平板材料为高强度铸铁HT200-300,工作面硬度:HB170-240,刮研平板经过两次时效处理(人工时效及自然时效2~3年).使该产品的精度稳定而抗磨性好.使用寿命长。
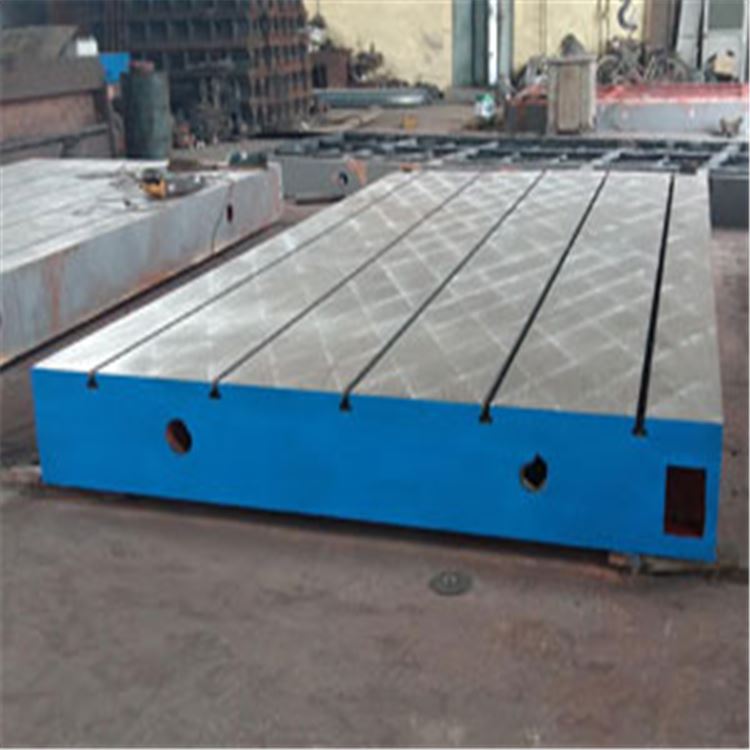
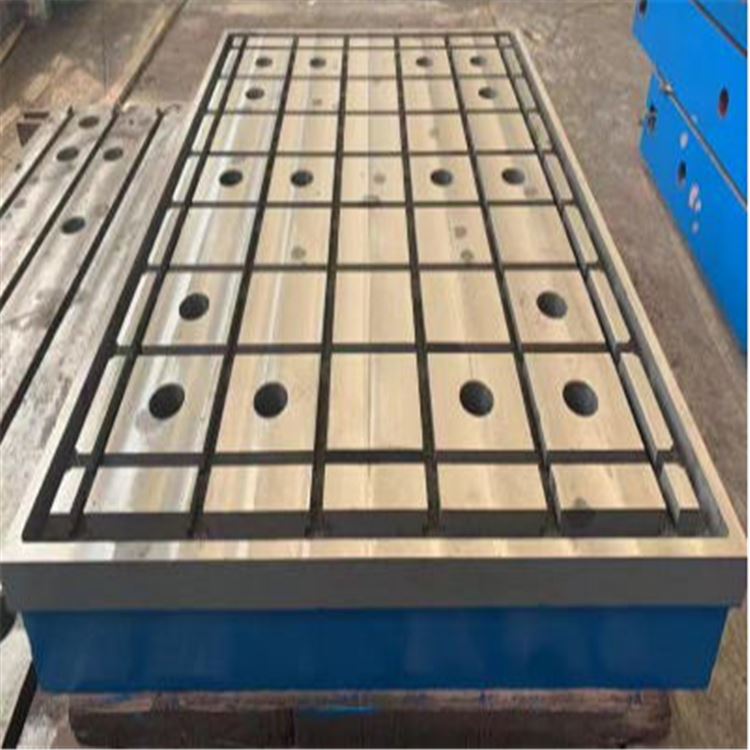
晓阳量具铸铁平台产品实拍图
铸铁平台是用于工件检测或划线的平面基准器具。铸铁平台适用于各种检验工作,是精度测量用的基准平面。铸铁平台主要用于机械工件检验测量中的基准面,检查零件的尺寸精度或行为偏差,并可作精密划线,在机械制造中铸铁平台也是 不可缺少的平面基准工具。
1、 铸铁平台使用环境:
1.1环境温度:-5℃—45℃
1.2相对湿度:≤95%
2、平台主要技术参数和要求:
2.1铸铁平台的铸铁牌号为HT200
2.2表面硬度HB=170-220
2.3抗拉强度260N/平方米
2.4上平台加工光洁度:高于△3.2
2.5工作平台平面度误差和直线度误差须满足客户或图纸要求
2.6其它未注明的技术要求,按国家标准执行
3、平台工艺要求:
3.1在铸造过程中,严格控制铸件五大元素的成份含量,要求工作台内无裂纹、灰渣。表面缺陷按国家标准处理。
3.2在铸造过程中必须保证两次回火处理。
次:在铸件毛坯检验合格后回火处理,消除铸造时破坏铸件平衡态所产生的应力。
次:在毛坯粗加工完成后进行震动时效,消除机加工破坏铸件平衡态所产生的应力。
3.3平台的几何尺寸、成品重量、尺寸精度和形位公差等技术指标,严格按图纸或技术要求制作。
3.4工作平台加工表面做防锈刷涂,其它面刷底漆两遍,外露表面再刷防锈油两遍。


