



| 品牌 : | 盛圣 | 型号 : | 国标齐全 非标定制 |
| 类型 : | 铸铁压砂平板 | 精度 : | 1级 |
| 加工定制 : | 是 | 材质 : | HT200-250 |
| 工作面硬度 : | HB170 | 产地 : | 河北泊头 |
| 是否进口 : | 否 |
产品特点:
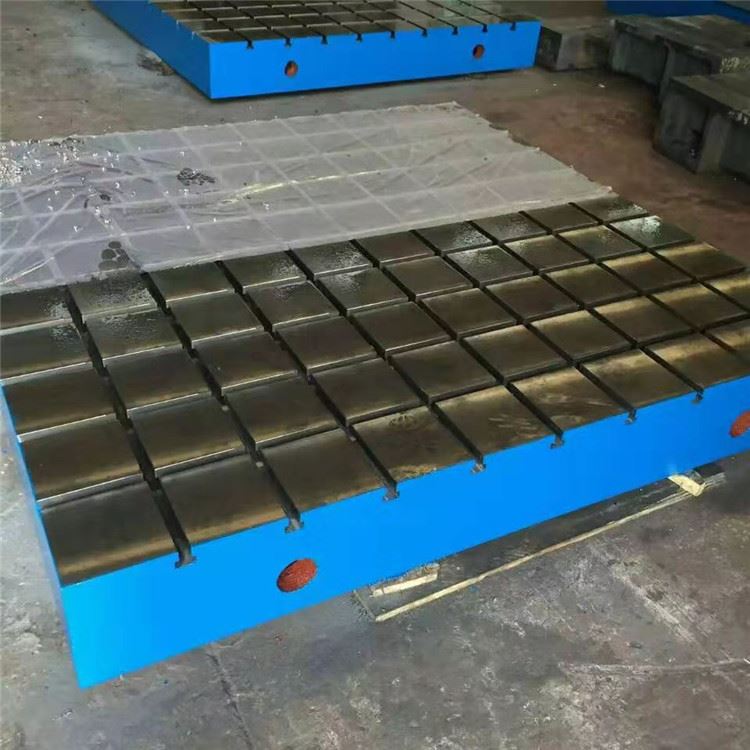
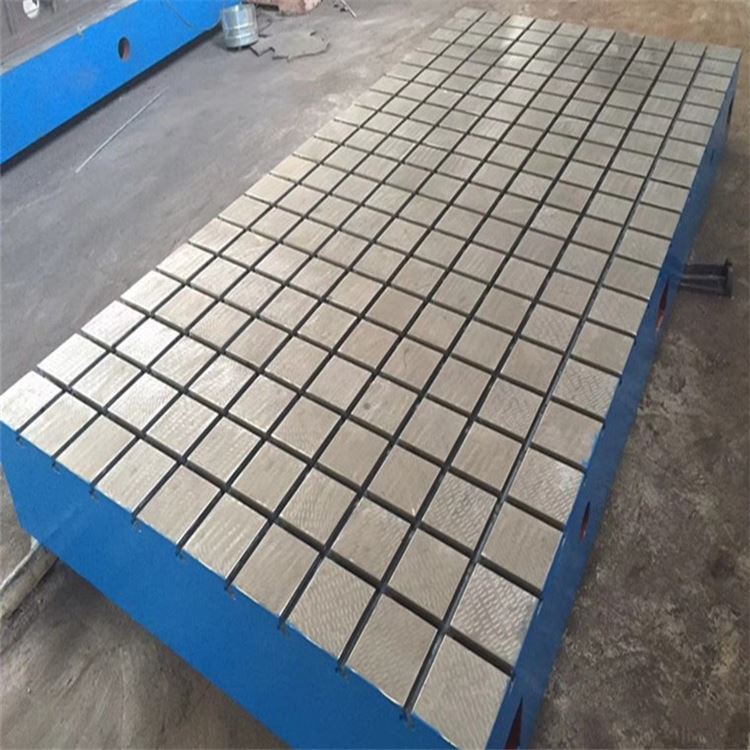
压砂平板工作面采有用研磨工艺,用于制件的研磨,量具的修理,用本产品研磨后的制件表面粗糙度Ra≤0.08μm。
压砂平板在工业生产中的别名为:压砂平板,压砂平台,铸铁压砂平板,铸铁压砂平台。
压砂平板的材质为:高磷、合金、球墨。
铸铁压砂平板按国家GB7947-1999标准制造。铸铁压砂平板采用高强度铸铁HT150-300,工作面硬度为HB170-350,经过两次人工处理(人工退火600度-700度和自然时效2-3年)对铸铁平台,压砂平板,压砂平台进行热处理的目的是减少逐渐中的应力,消除压砂平板的部分白口组织,提高压砂平板,压砂平台工作表面的硬度和耐磨性,使该压砂平板,压砂平台的精度稳定,耐磨性能好。压砂平板制成双围子、单围子和箱体式。其工作面外形分为长方形、正方形或圆形,工作面上可加工V形、T形、U形槽和圆孔、长孔等用以满足生产中压砂平板,压砂平台等平台的不同工作需要。
量块修理需要有一块甚至几块压砂效果极好的压砂平板。所谓压砂效果指的是:
(1)嵌砂性好:压砂平板容易嵌砂,嵌入的砂子牢固、耐用。
(2)压砂容易简单。
(3)切削锋利耐磨。
(4)修理量块容易达到所需的表面粗糙度。量块修理需要在几秒钟或者几十秒钟内 完成平面度、表面粗糙度、中心长度的变动量等几个技术指标。修理量块用压砂平板的好坏直接影响着量块的修理质量和效率。因此压砂平板的压砂尤为重要。
压砂平板/压砂平台标准规格:
压砂平板规格mm | 压砂平板精度等级um | |
0级压砂平板 | 1级压砂平板 | |
100X100 | 4 | 8 |
150X100 | 4 | 8 |
200X100 | 5 | 10 |
200X200 | 5 | 10 |
300X200 | 6 | 12 |
300X300 | 6 | 12 |
400X400 | 6 | 12 |
500X350 | 6 | 12 |
500X450 | 6 | 12 |
500X500 | 7 | 14 |
600X400 | 7 | 14 |
600X450 | 8 | 14 |
600X500 | 8 | 14 |
800X600 | 9 | 16 |


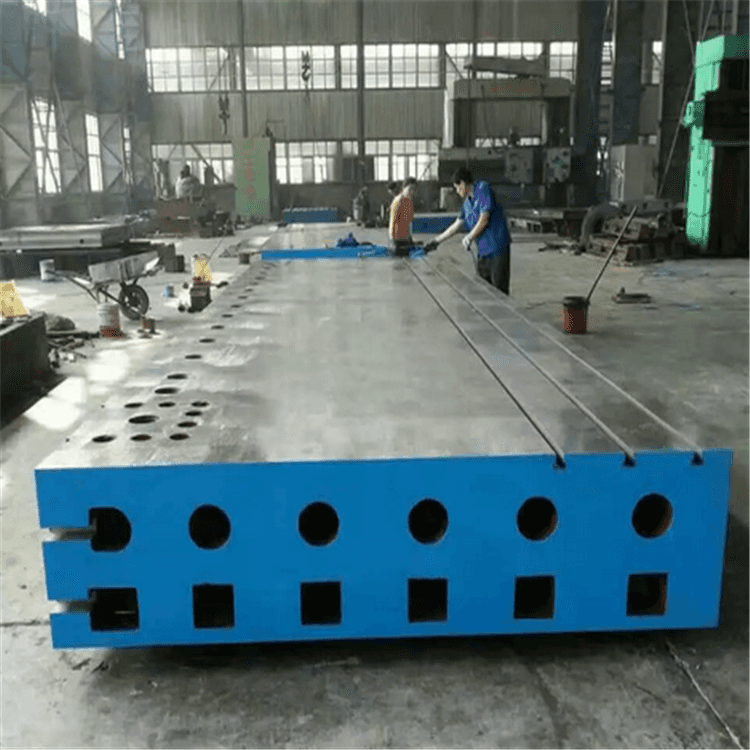


铸铁平台是用于工件检测或划线的平面基准器具。铸铁平台适用于各种检验工作,是精度测量用的基准平面。铸铁平台主要用于机械工件检验测量中的基准面,检查零件的尺寸精度或行为偏差,并可作精密划线,在机械制造中铸铁平台也是 不可缺少的平面基准工具。
1、 铸铁平台使用环境:
1.1环境温度:-5℃—45℃
1.2相对湿度:≤95%
2、平台主要技术参数和要求:
2.1铸铁平台的铸铁牌号为HT200
2.2表面硬度HB=170-220
2.3抗拉强度260N/平方米
2.4上平台加工光洁度:高于△3.2
2.5工作平台平面度误差和直线度误差须满足客户或图纸要求
2.6其它未注明的技术要求,按国家标准执行
3、平台工艺要求:
3.1在铸造过程中,严格控制铸件五大元素的成份含量,要求工作台内无裂纹、灰渣。表面缺陷按国家标准处理。
3.2在铸造过程中必须保证两次回火处理。
一次:在铸件毛坯检验合格后回火处理,消除铸造时破坏铸件平衡态所产生的应力。
二次:在毛坯粗加工完成后进行震动时效,消除机加工破坏铸件平衡态所产生的应力。
3.3平台的几何尺寸、成品重量、尺寸精度和形位公差等技术指标,严格按图纸或技术要求制作。
3.4工作平台加工表面做防锈刷涂,其它面刷底漆两遍,外露表面再刷防锈油两遍。