




| 材质 : | DWSI3 | 仓库 : | 广东 |
| 计重方式 : | 过磅 | 硅 : | 5% |
| Si : | 3.6 | 产品质量 : | 正品 |
| 可售卖地 : | 全国 | 加工服务 : | 是 |
| 型号 : | 齐全 | 包装方式 : | 原包装 |
供应DWSi3硅钢棒材高导磁无取向硅钢棒材






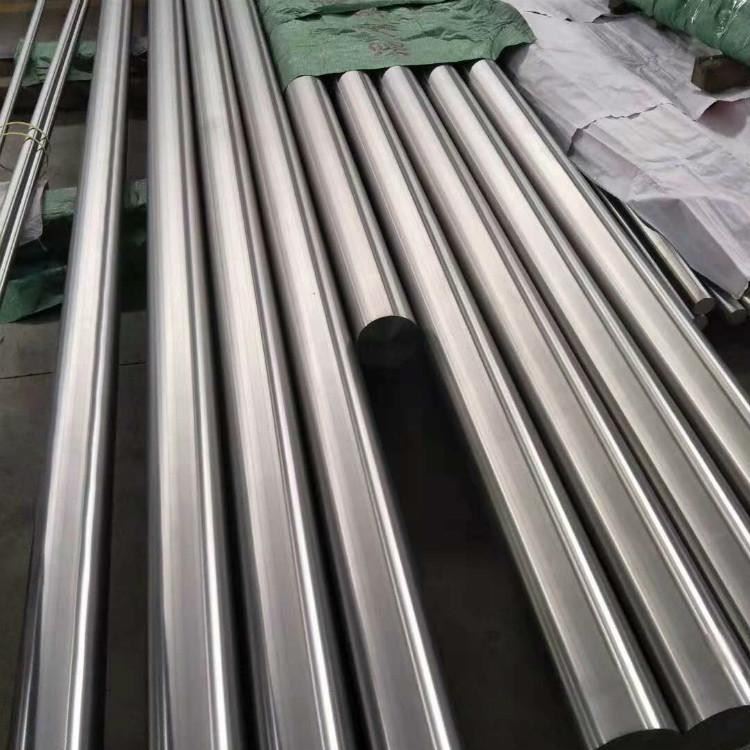
硅钢棒材性能的影响,比较了加稀土与无稀土硅钢棒性能的差异,得出较好的热处理工艺,对有关机理进行了分析讨论。实验证明,加热温度对合金磁性影响很大。Si含量相同的硅钢,含有0.5%Re比无Re,在相同处理工艺下,磁性显著提高,900℃×10h+850℃×3h工艺下,磁性为μ_m=0.013H/m、B_(10)=1.48T、P_(10/50)为7.0W/kg,H_c=35.8A/m,证明了稀土元素具有显著改善硅钢棒材磁性的作用,也使铁硅合金的硬度降低,改善机加工性能,
一种高硅钢棒材的轧制工艺,其特征在于原材料化学成分及质量百分比为Si:3.50%-9.50%,C:0%-0.04%,S:0%-0.02%,Mn:0.01%-0.20%,Ti:0%-0.02%,P:0%-0.01%,B:0%-0.10%,余量为铁; 工艺步骤如下: S1:冶炼浇铸,取纯硅和工业纯铁按一定比例混合,利用真空感应炉在1450-1550℃精炼5min,真空浇铸成含硅量为3.50%-9.50%的铸锭; S2:锻造方坯,采用机械自由锻造方式,利用空气锤在800~1200℃范围内锻造,经过多次反复镦粗拔长,将铸锭锻成方坯,锻造过程中需镦粗拔长10次,中间经若干次回炉加热,每次保温15-30min,终锻温度不低于800℃,锻造后的方坯尺寸为24×24mm; S3:加热,检查方坯表面质量,去除较厚的氧化皮后,将方坯放入加热炉中加热,加热温度800℃-1000℃,保温时间为30-60min; S4:粗轧,粗轧包括4道次,采用六角—方—椭圆—方孔型系统, 轧制过程中每道次的延伸系数为1.4-1.8,轧件每道次的宽展系数为0.4-0.9; S5:中轧,中轧包括4道次,采用椭圆—方孔型系统,后一道次采用圆形孔型,保证精轧前轧件的规整,轧制过程中每道次的延伸系数为1.2-1.6,轧件每道次的宽展系数为0.3-0.8; S6:精轧,精轧包括2道次,采用椭圆—圆孔型系统,轧制过程中每道次的延伸系数为1.1-1.4,轧件每道次的宽展系数为0.3-0.7,精轧后高硅钢棒材直径为7.5mm; S7:冷却,冷却方式采用空冷。