-
¥25.00/公斤
- YD-53T耐磨焊丝 YD53T矿用链轮堆焊修复专用 贝达生产商
-
2023-10-13
712
- 品牌:贝达
- 起订:15公斤
-
河北贝达焊接材料有限公司
共56款产品
- 进店
| 品牌 : | 贝达 | 型号 : | YD53T |
| 牌号 : | YD53T | 产地 : | 河北 |
| 类型 : | 药芯 | 材质 : | 合金 |
| 加工定制 : | 是 | 焊丝直径 : | 1.2-1.6 |
| 熔点 : | 200 | 长度 : | 15公斤 |
| 重量 : | 15公斤 | 用途 : | 广泛 |
| 工作温度 : | 300 | 焊接电流 : | 160 |
| 是否含助焊剂 : | 是 | 适用范围 : | 广泛 |
规格:1.2 1.6 2.0
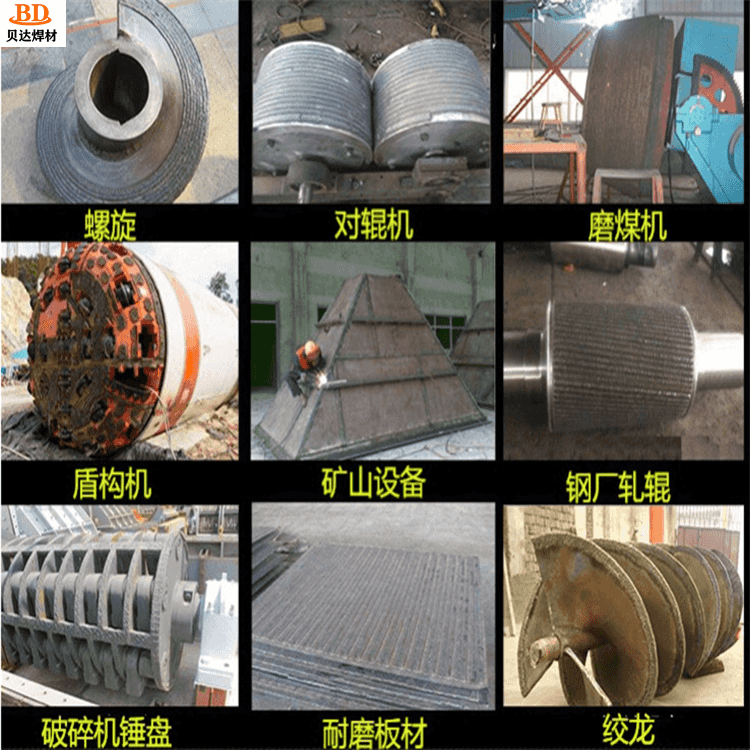
应用范围:矿用链轮栈焊修复专用焊接材料。
包装说明:15公斤/盘。
40CrNiMoA钢的参考化学成分(质量分数,)
C Si Mn Cr Ni Mo S P 0.370.44 0.170.37 0.500.80 0.60.9 1.25 0.150.25 0.025 0.025 栈焊熔敷金属的参考化学成分(质量分数,)
C Si Mn Cr W Mo V Ti S P 其它 其余 0.3 0.7 0.8 5.5 3.0 1.3 0.3 少量 0.02 0.02 1.0 Fe
1、焊前准备 将矿用废旧链轮轴组返回后先进行拆解,对磨损链轮进行质量评估检测,主要进行表层裂纹检测、检测内部缺陷等,然后将链轮磨损部位疲劳层加工掉,将链轮整体预热,温度为250350度,保温4h热透后待焊。2、栈焊工艺及参数 采用富气体保护焊,用HF-53T栈焊焊丝逐层进行栈焊,层间温度控制在180度±10度,栈焊时用风镐捶击清渣,消除焊接应力,焊接电流为350,电弧电压为31V。
3、焊后回火处理 栈焊完成后将工件整体回火,温度为250-350度,保温4h后随炉冷却至室温,待机械加工。
4、焊后加工 将栈焊后的链轮按尺寸要求编制加工程序,用高硬度冷却加工刀具加工成形。
YD172耐磨药芯焊丝
用途: 适用于耐冲击,中度磨损的情况。用于栈焊齿轮、挖泥斗、拖拉机刮板、深耕铧犁、矿山机械等磨损件。
熔敷金属化学成分()(CO2保护气体)
化学成分 C Mo Cr
保证值 0.50 2.50 2.50
栈焊层硬度: HRC40
参考电流 (DC+)
注意事项
1. 施焊工件应做除油、除锈处理。
2. 焊接时,气体流量一般在2025L/min。
3. 药芯焊丝焊接时,杆伸长度应为1525mm。
4. 在栈焊大型工件前应适当预热至300左右。
5. 焊丝库房的湿度应保持在小于60 。
6. 非真空包装焊丝存放时间不宜超过半年,真空包装焊丝存放时间不宜超过一年。包装说明:15公斤/盘。








-
免责声明:
以上所展示的YD-53T耐磨焊丝 YD53T矿用链轮堆焊修复专用 贝达生产商供应信息由河北贝达焊接材料有限公司自行提供,YD-53T耐磨焊丝 YD53T矿用链轮堆焊修复专用 贝达生产商信息内容的真实性、准确性和合法性由发布企业河北贝达焊接材料有限公司负责,工品联盟网仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站信息涉嫌抄袭侵权/违法违规内容,请联系举报,一经查实,本站将立刻删除。
工品联盟网不涉及用户间因交易而产生的法律关系及法律纠纷,纠纷由您自行协商解决。
-
友情提示:
本网站仅作为用户寻找交易对象,就产品和服务的交易进行协商,以及获取各类与贸易相关的服务信息平台。为保障您的利益,避免产生购买风险,建议您在购买相关产品前务必确认供应商的资质及产品质量,优先选择认证VIP会员产品进行在线担保交易。过低的价格、夸张的描述以及私人银行账户转账等都有可能是虚假信息,请采购商谨慎对待,谨防欺诈。
您尚未登录,点击登录后可查看企业联系方式
点击登录>推荐产品
-
-
生产直销 螺旋输入器碳化钨粉末 镍包碳化钨粉末 镍混合碳化钨粉
¥500.00
-

-
大桥 防水焊条 TS306防水焊条TS202
¥32.00
-

-
D998耐磨焊条 矿用输送机链轮专用焊条 贝达 堆焊修复耐磨焊条
¥22.00
-

-
D307耐磨焊条 EDD-D-15焊条 贝达 高速钢堆焊焊条
¥25.00
-

-
D146耐磨焊条 贝达耐磨堆焊焊条 用于易磨损机械表面堆焊
¥15.00
-

-
贝达液化气双头焊枪 全铜双头焊枪 小型焊枪厂家直销
¥160.00
-

-
贝达焊枪 焊枪价格 焊枪生产厂家
¥10.00
-

-
贝达锡黄铜焊丝 紫铜焊丝 硅青铜焊丝 铜合金焊丝生产商
¥70.00
-

-
贝达 磷铜焊条 紫铜焊条 黄铜焊条 硅青铜焊条生产厂家
¥75.00
-

-
贝达 不锈钢焊剂 S410不锈钢焊接焊剂 ER309L不锈钢焊剂
¥15.00
-

-
INCONEL 82 焊带 超合金镍基焊条 现货
¥300.00
-

-
斯米克 铝焊粉 焊粉直销厂家 钎焊焊粉 气焊铝焊粉
¥35.00
- 更多分享
- 您正在分享
YD-53T耐磨焊丝 YD53T矿用链轮堆焊修复专用 贝达生产商
- 扫一扫访问当前网页