
-
¥2400.00/件
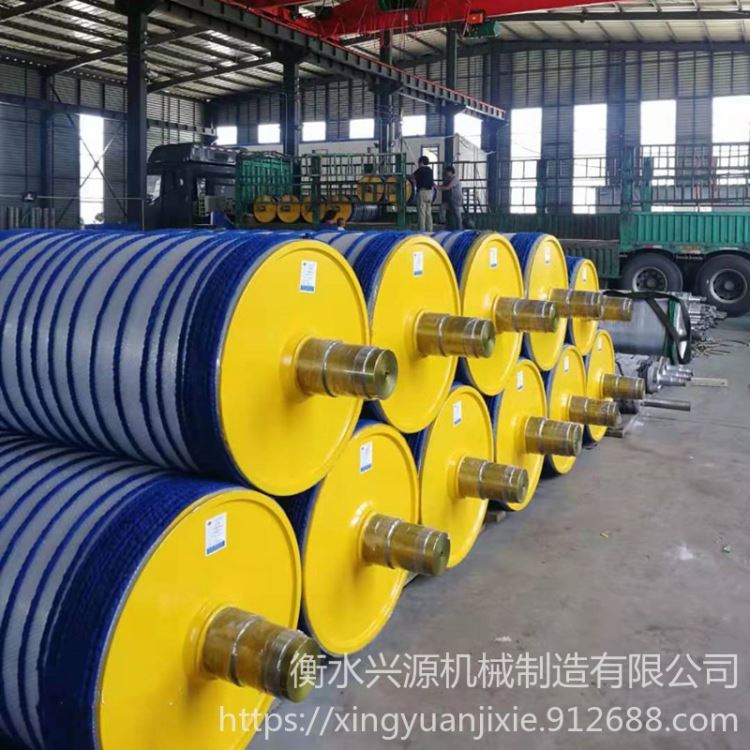
- 机床加工 轴辊 不锈钢辊筒 配套设备滚筒维修
-
2023-10-25
835
- 起订:1件
- 总量:987770件
-
衡水兴源机械制造有限公司
共36款产品
- 进店
| 车削类型 : | 卧式车床 | 直径 : | 1500 |
| 长度 : | 5800 | 公差 : | 0.01 |
| 加工材料 : | 碳钢 | 表面粗糙度 : | 0.01 |
| 打样周期 : | 1-3天 | 加工周期 : | 4-7天 |
| 年剩余加工能力 : | 2500 | 年 加工能力 : | 999000 |
滚筒制造工艺:
一般在滚筒的主轴方面,按受载情况,可以分为以下两种:1)心轴只承受弯矩,如改向滚筒组的轴;2)转轴同时承受弯矩和扭矩,如传动滚筒组的轴;轴的材料一般是经过轧制或锻造的碳素钢或合金钢,通常的材质是中碳钢,四十五号钢为常用的,对于受力较大且尺寸受到限制的轴,以及某些特殊要求的轴可用合金钢,选用材质为四零铬,根据需要,轴一般需经过热处理或表面强化处理,以提高其力学性能和耐磨性等,在一般温度下,合金钢和碳素钢的弹性模量相差很小,故采用合金钢不能提高轴的刚度;轴的材质方面一般会经调质处理,对于传动滚筒组,当轴强度指标不满足要求时也可选择合并经调质处理,并按对称循环弯曲许用应力校核;筒皮设计技术要求为:1)筒皮卷曲时必须顺着钢板的轧制方向;2)接头处的错边量不大于1毫米;3)滚筒包胶后的纵向焊缝必须进行超声波或X射线探伤检查:①超声波探伤进行10%,焊缝达到标准中的二级;②射线探伤从一端开始探总长度的20%,焊缝达到国标二级,如不合格探伤长度加倍,加倍仍不合格则进行全长探伤,直至符合要求;4)筒皮卷好后的圆度公差应不超过0.5;5)材质:Q235型钢,屈服强度为235牛/平米;对于中型滚筒组及轻型滚筒组,当轮毂处外径大于220mm时,用铸钢,对于轻型滚筒组,当轮毂外径小于220mm时,采用热轧圆钢,


-
免责声明:
以上所展示的机床加工 轴辊 不锈钢辊筒 配套设备滚筒维修供应信息由衡水兴源机械制造有限公司自行提供,机床加工 轴辊 不锈钢辊筒 配套设备滚筒维修信息内容的真实性、准确性和合法性由发布企业衡水兴源机械制造有限公司负责,工品联盟网仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站信息涉嫌抄袭侵权/违法违规内容,请联系举报,一经查实,本站将立刻删除。
工品联盟网不涉及用户间因交易而产生的法律关系及法律纠纷,纠纷由您自行协商解决。
-
友情提示:
本网站仅作为用户寻找交易对象,就产品和服务的交易进行协商,以及获取各类与贸易相关的服务信息平台。为保障您的利益,避免产生购买风险,建议您在购买相关产品前务必确认供应商的资质及产品质量,优先选择认证VIP会员产品进行在线担保交易。过低的价格、夸张的描述以及私人银行账户转账等都有可能是虚假信息,请采购商谨慎对待,谨防欺诈。
您尚未登录,点击登录后可查看企业联系方式
点击登录>推荐产品
-

-
兴源机床加工 车床加工辊筒 订做滚筒 轴辊 加工厂家
¥3700.00
-

-
小立辊 兴源 输送机托辊 无动力光面改向滚筒 煤矿输送机滚筒
¥3700.00
-

-
兴源 碳钢搅拢螺旋轴 无轴锰钢单片螺旋叶片 小型搅拢搅拌轴 输送设备配件
¥1580.00
-

-
输送设备配件 碳钢搅拢螺旋轴 不锈钢螺旋轴 兴源
¥1580.00
-

-
不锈钢搅拢 锰钢搅拢轴 兴源 输送设备配件
¥1580.00
-

-
绞龙输送杆 兴源 输送设备配件 碳钢连续绞龙叶片
¥1580.00
-

-
机械涂布辊 不锈钢镜面辊 金属机械钢辊 兴源
¥3700.00
-

-
械镀铬辊 镀铬镜面辊 兴源 造纸厂成型辊 沉没辊
¥3700.00
-

-
矿用滚筒 矿用缓冲托辊 兴源 耐磨传动滚筒
¥3700.00
-

-
不锈钢镜面辊 金属机械钢辊 机械涂布辊 兴源
¥3700.00
-

-
兴源表面处理 镀铬工艺 电镀铬 镀铬件 表面镀铬特点
¥180.00
-

-
卷绳辊 镜面水冷展平辊 铝导辊 镀铬辊 兴源
¥3700.00
- 更多分享
- 您正在分享
机床加工 轴辊 不锈钢辊筒 配套设备滚筒维修
- 扫一扫访问当前网页