1/5


-
¥135.00/公斤
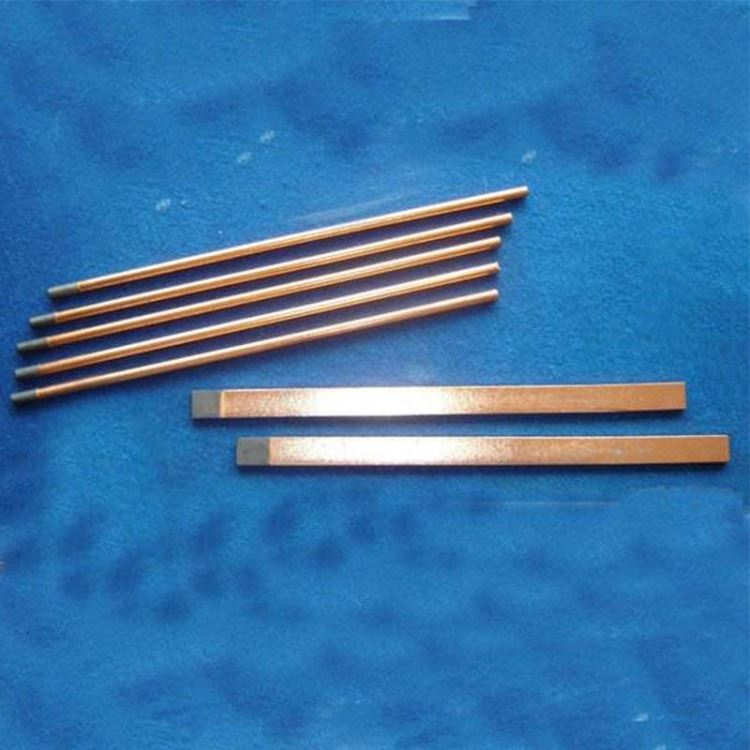
- 锦州特种铸铁焊条 Z308纯镍焊条 Z308 Z408 Z508铸铁焊条 正品包邮
-
2023-11-12
665
- 品牌:锦州特种
- 起订:20公斤
- 总量:999999公斤
基本信息
-
清河县申力焊接材料有限公司
共30款产品
- 进店
详情信息
| 品牌 : | 锦州特种 | 型号 : | Z308 Z408 Z508 |
| 焊芯直径 : | 2.5 3.2 4.0 5.0 | 牌号 : | Z308 Z408 Z508 |
| 产地 : | 锦州 | 类型 : | 铸铁焊条 |
| 材质 : | 镍 | 药皮性质 : | 酸性焊条 |
| 直径 : | 2.5 3.2 4.0 5.0 | 长度 : | 300-400 |
| 焊接电流 : | 80-200 | 电流幅度 : | 80-220A |
| 熔点 : | 600 | 工作温度 : | 300 |
| 适用范围 : | 用于铸铁薄件及加工面的补焊,如发动机座 | 硬度HRC : | 30 |
| Z308铸铁焊条 | 符合 GB EZNi-1 相当 AWS ENi-C1 |
| 说明: Z308是纯镍焊芯、强还原性石墨型药皮的铸铁焊条,施焊时,焊件可不预热,具有良好的抗裂性能和加工性能。镍价格昂贵,应该在其它焊条不能满足时才可选用。交直流两用。 | |
| 用途: 用于铸铁薄件及加工面的补焊,如发动机座、机床导轨、齿轮座等重要灰口铸铁件。 | |
| 熔敷金属化学成分(%) 化学成分CMnSiSNiFe其它元素总量保证值≤2.00≤1.00≤2.50≤0.030≥90≤8≤1.00 | |
| 参考电流 (AC、DC+)焊条直径(mm)φ2.5φ3.2φ4.0φ5.0焊接电流(A)50~10070~120110~180160~190 | |
| 注意事项: 1.焊前焊条须经150℃左右烘焙1h。 2.可以通过锤击焊缝消除焊补区应力,避免裂纹。 | |
| Z408铸铁焊条 | 符合 GB EZNiFe-1 相当 AWS ENiFe-C1 |
| 说明: Z408是镍铁合金焊芯,强还原性石墨药皮的铸铁焊条,具有强度高、塑性好、线膨胀系数低等特点。抗裂性对灰口铸铁与Z308差不多,但对球墨铸铁则比Z308强,对含磷量高(0.2%P)的铸铁,也具有良好的效果,切削加工性能比Z308和Z508稍差。用于常温或稍经预热(至200℃左右)灰口铸铁及球墨铸铁的焊接。交直流两用。 | |
| 用途: 适用于重要高强度灰口铸件及球墨铸件的补焊。如汽缸、发动机座、齿轮、轧辊等。 | |
| 熔敷金属化学成分(%) 化学成分CMnSiSNiFe其它元素总量保证值≤2.00≤1.80≤2.50≤0.03045~60余量≤1.00 | |
| 参考电流 (AC、DC+)焊条直径(mm)φ3.2φ4.0φ5.0焊接电流(A)50~10070~120110~180 | |
| 注意事项: 焊前焊条须经150℃左右烘焙1h。 | |
| Z508铸铁焊条 | 符合 GB EZNiCu-1 相当 AWS ENiCu-B |
| 说明: Z508是镍铜合金(蒙乃尔)焊芯,强还原性石墨药皮的铸铁焊条。其工艺性能及切削加工性能都接近Z308,但由于收缩率较大,抗裂性较差。焊接接头强度较低,所以不宜用于受力部位的焊接,可用于常温或低温预热(至300℃左右)的灰口铸铁的焊接。交直流两用。 | |
| 用途: 用于强度要求不高的灰口铸件的焊补。 | |
| 熔敷金属化学成分(%) 化学成分CMnSiSCuNiFe其它元素总量保证值≤1.00≤2.50≤0.80≤0.02524~3560~70≤6≤1.00 | |
| 参考电流 (AC、DC+)焊条直径(mm)φ2.5φ3.2φ4.0φ5.0焊接电流(A)50~10070~120110~170140~190 | |
| 注意事项: 1.焊前焊条须经150℃左右烘焙1h。 2.焊时运条以窄焊道为宜,每次焊缝的长度不宜超过50mm,焊后立即用小锤轻轻锤击焊接处,以消除焊补区应力,防止裂纹。 | |
| 铸铁焊条使用说明: |
| 执行GB10044-88标准 |
| 铸铁焊条由于含碳量高,组织不均匀,强度低,塑性极差,属于可焊性差的材料,焊接过程极易产生裂纹;焊后冷速极快,容易产生白口组织,造成切削加工困难。 铸铁的焊接和补焊,要达到较满意的结果,必须注意“三分材料、七分工艺”,不仅要选择焊条,而且采用适宜的补焊方法尤为重要。 建议采用下列焊接工艺,作为铸铁焊接和补焊时参考: 1. 首先清除焊接部位的油泥、砂、水、锈等脏物;对长期处于高温、蒸汽环境下工作的铸铁件,还要清除表面贫碳层及氧化层。 2. 根据被焊部位的形状、缺陷类型,进行开坡口、打止裂孔及熔池造型等准备措施。 3. 对需要冷焊的工件,先预热500-600℃左右,选用适宜电流,可连续施焊,焊接过程始终保持预热的温度,焊后立即覆盖石棉粉等保温材料,让其缓慢冷却,以提高其抗裂性能和加工性能。 4. 对于冷焊工件,防止母材熔化过多,减少白口倾向,防止热量集中过多,造成应力过大,应尽量采用小电流、短弧、窄道焊(每段焊道长度一般不超过50mm)。焊后马上锤击焊缝以松弛应力防止开裂,待温度降到60℃以下再焊一道。 5. 收弧时注意弧坑填满,以防收弧处裂。 |
| 铸铁焊条简明表 牌号GB标准AWS标准药皮类型焊接电源主要用途Z208 EZC EC1 石墨型 AC、DC+ 用于焊补灰口铸铁的缺陷。 Z238 EZCQ 石墨型 AC、DC+ 用于焊补球墨铸铁件。 Z308 EZNi-1 ENi-C1 石墨型 AC、DC+ 用于铸铁薄件及加工面的补焊,如发动机座、机床导轨、齿轮座等重要灰口铸铁件。 Z408 EZNiFe-1 ENiFe-C1 石墨型 AC、DC+ 适用于重要高强度灰口铸件及球墨铸件的补焊。如汽缸、发动机座、齿轮、轧辊等。 Z508 EZNiCu-1 ENiCu-B 石墨型 AC、DC+ 用于强度要求不高的灰口铸件的焊补。 |
铸铁焊条使用说明: 执行GB10044-88标准 铸铁焊条由于含碳量高,组织不均匀,强度低,塑性极差,属于可焊性差的材料,焊接过程极易产生裂纹;焊后冷速极快,容易产生白口组织,造成切削加工困难。 铸铁的焊接和补焊,要达到较满意的结果,必须注意“三分材料、七分工艺”,不仅要选择焊条,而且采用适宜的补焊方法尤为重要。 建议采用下列焊接工艺,作为铸铁焊接和补焊时参考: 1. 首先清除焊接部位的油泥、砂、水、锈等脏物;对长期处于高温、蒸汽环境下工作的铸铁件,还要清除表面贫碳层及氧化层。 2. 根据被焊部位的形状、缺陷类型,进行开坡口、打止裂孔及熔池造型等准备措施。 3. 对需要冷焊的工件,先预热500-600℃左右,选用适宜电流,可连续施焊,焊接过程始终保持预热的温度,焊后立即覆盖石棉粉等保温材料,让其缓慢冷却,以提高其抗裂性能和加工性能。 4. 对于冷焊工件,防止母材熔化过多,减少白口倾向,防止热量集中过多,造成应力过大,应尽量采用小电流、短弧、窄道焊(每段焊道长度一般不超过50mm)。焊后马上锤击焊缝以松弛应力防止开裂,待温度降到60℃以下再焊一道。 5. 收弧时注意弧坑填满,以防收弧处裂。 |







点赞 0
举报
收藏 0
评论 0
-
免责声明:
以上所展示的锦州特种铸铁焊条 Z308纯镍焊条 Z308 Z408 Z508铸铁焊条 正品包邮供应信息由清河县申力焊接材料有限公司自行提供,锦州特种铸铁焊条 Z308纯镍焊条 Z308 Z408 Z508铸铁焊条 正品包邮信息内容的真实性、准确性和合法性由发布企业清河县申力焊接材料有限公司负责,工品联盟网仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站信息涉嫌抄袭侵权/违法违规内容,请联系举报,一经查实,本站将立刻删除。
工品联盟网不涉及用户间因交易而产生的法律关系及法律纠纷,纠纷由您自行协商解决。
-
友情提示:
本网站仅作为用户寻找交易对象,就产品和服务的交易进行协商,以及获取各类与贸易相关的服务信息平台。为保障您的利益,避免产生购买风险,建议您在购买相关产品前务必确认供应商的资质及产品质量,优先选择认证VIP会员产品进行在线担保交易。过低的价格、夸张的描述以及私人银行账户转账等都有可能是虚假信息,请采购商谨慎对待,谨防欺诈。
联系方式
您尚未登录,点击登录后可查看企业联系方式
点击登录>推荐产品
-

-
扁碳弧气刨碳棒 B5515_515335扁形碳棒 申力销售 正品现货
¥35.00
-
-
B5520碳弧气刨碳棒 520335扁形碳棒 镀铜 申力销售
¥35.00
-

-
可加工焊条 纯镍铸铁焊条 Z308铸铁焊条 铸308铸铁焊条 可加工焊条
¥130.00
-

-
批发碳棒 B510圆形 10355碳弧气刨碳棒 申力正品包邮
¥35.00
-

-
B507碳弧气刨碳棒 7355圆形碳弧气刨碳棒 申力正品
¥35.00
-

-
LZ601复合耐磨板堆焊焊丝 明弧药芯耐磨焊丝 申力自保护明弧药芯耐磨焊丝
¥21.00
-

-
斯米克 Z308铸铁纯镍焊条 可加工焊条 Z408铸铁焊条 Z508铸铁焊条 灰口修补焊条
¥120.00
-
-
液化气焊枪 焊枪 全铜焊枪 家用焊接焊枪 焊接药芯焊丝 现货包邮
¥58.00
-

-
62%银焊条 63%银焊条 64%银钎焊条 66%银焊丝 67%银钎焊料 申力焊材直销
¥2445.00
-

-
申力 D212用于各种破碎机、耐磨焊条、碳化钨焊条、推土机等易磨损部件的堆焊
¥18.00
-

-
无气药芯焊丝 小盘焊丝 自保药芯焊丝 无气焊丝 不用气焊丝 E71T-GS 申力
¥15.00
-

-
钴基焊丝HS111 HS112钴基焊丝 HS113钴基焊丝 HS114钴基焊丝 HS115钴基焊丝 HS116钴基焊丝
¥260.00
已经到底了
- 更多分享
- 您正在分享
锦州特种铸铁焊条 Z308纯镍焊条 Z308 Z408 Z508铸铁焊条 正品包邮
- 扫一扫访问当前网页