

-
¥6700.00/吨
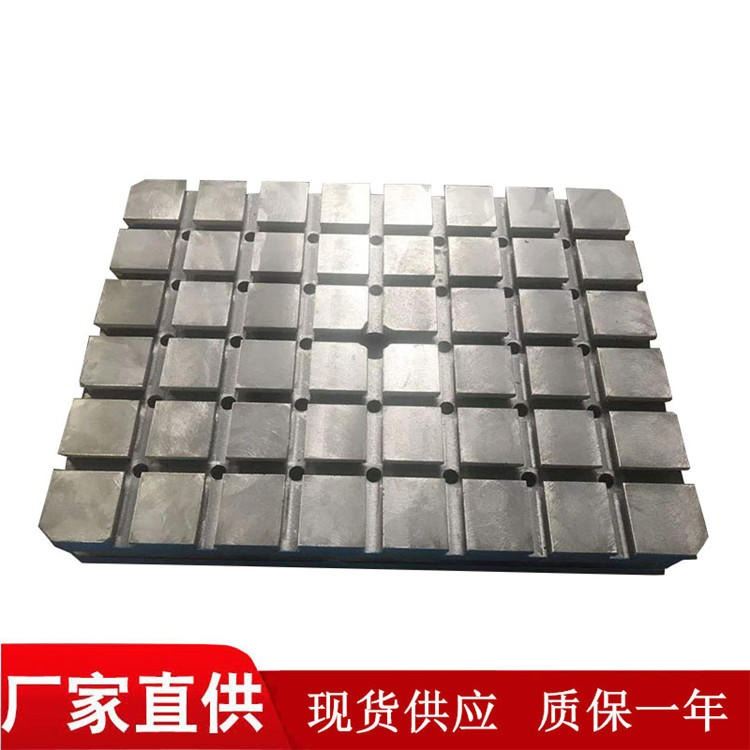
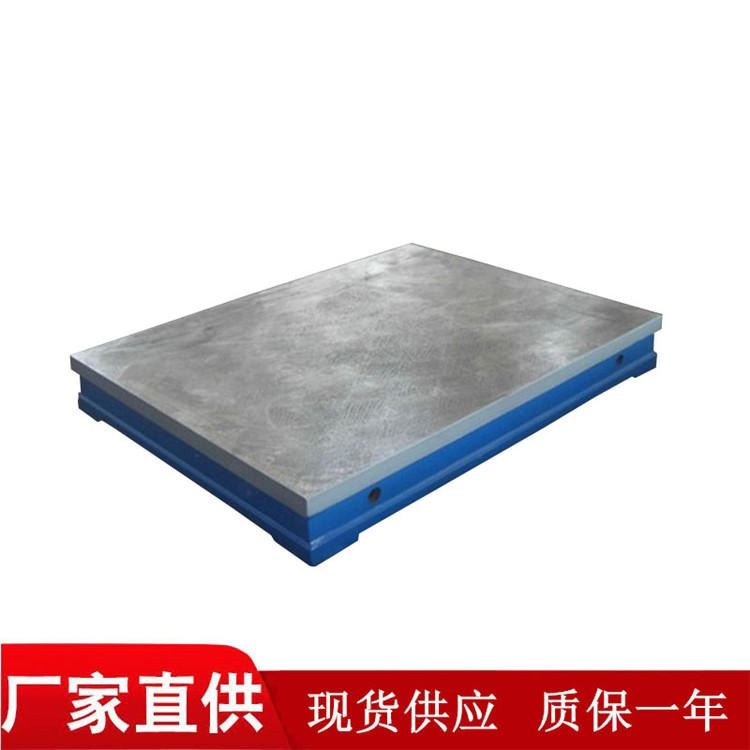
- 上源机械机床铸件 数控机床床身 加工铣床加工底座 镗床直角曲铮
-
2023-09-05
434
- 起订:1吨
- 总量:50吨
-
泊头市上源机械设备有限公司
共192款产品
- 进店
| 表面处理 : | 打磨 | 材质 : | HT250 |
| 成型工艺 : | 高压铸造 | 公差 : | 20mm |
| 砂型铸造种类 : | 粘土干砂型 | 特种铸造种类 : | 消失模铸造 |
| 打样周期 : | 4-7天 | 加工周期 : | 8-15天 |
| 年剩余加工能力 : | 15 | 年 加工能力 : | 35 |






灰铁铸件是大型机床铸件,重量是15.36吨,铸造生产加工周期是26天,经过外形尺寸检测、加工后数据检测达到交货要求后进行装车发往客户指定地址。下面详细介绍一下整个的铸造生产过程:
此铸件是灰铁机床铸件,首先:根据使用单位提供的设计图纸进行消失模具制作(通称“泡沫型”)铸造模具完成后进行尺寸检验,这时的尺寸是指机床铸件图纸尺寸加上缩量尺寸与加工余量尺寸,在确定尺寸合格后进行下一步操作。
二步:对泡沫型耐火涂料(酒精灰)的涂刷,使用合格的酒精灰进行均匀的涂刷。涂刷时不能有遗漏,特别是内角位置,要保证所有部位都要涂刷到位,由于此机床铸件尺寸及吨位较大要进行多次涂刷。在进行下次涂刷时要保证上一次涂刷的酒精灰完全干透才能进行再次涂刷。
第三步:造型时要严格对型砂进行筛选碾压搅拌,不能有较大砂粒及异物混入其中。填砂要均匀分层填充,避免造型铸造模具挤压变形,对不好填砂的内侧角落,可以采取分型填砂处理,在完成角落局部填充后要把分割掉的模具部分还原到位再继续进行填砂作业。
第四步:熔炼浇铸前严格把控铁液的材质含量,确保合格后才能出炉。熔炼好的铁液倒入浇铸包内后需要加入适量的除渣剂,确保铁液的纯度不能把杂质浇入铸件型腔内,浇铸要一次完成确保铁液及时足量的浇入型腔。
第五步:完后浇铸后的机床铸件要整体去除铸造型砂,并进行表面喷砂处理。及时去除掉机床铸件表面型砂是保证铸件非加工面光洁度的关键步骤。
第六步:加工前要对机床铸件进行回火处理,完成回火后再运往加工车间进行加工,严格按照图纸进行加工,确保每个加工尺寸都在图纸标注尺寸的公差范围内。
第七步:加工完成后按 图纸要求进行检测检验,并出据检验报告单价随机床铸件一并交付给使用单位。
-
免责声明:
以上所展示的上源机械机床铸件 数控机床床身 加工铣床加工底座 镗床直角曲铮供应信息由泊头市上源机械设备有限公司自行提供,上源机械机床铸件 数控机床床身 加工铣床加工底座 镗床直角曲铮信息内容的真实性、准确性和合法性由发布企业泊头市上源机械设备有限公司负责,工品联盟网仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站信息涉嫌抄袭侵权/违法违规内容,请联系举报,一经查实,本站将立刻删除。
工品联盟网不涉及用户间因交易而产生的法律关系及法律纠纷,纠纷由您自行协商解决。
-
友情提示:
本网站仅作为用户寻找交易对象,就产品和服务的交易进行协商,以及获取各类与贸易相关的服务信息平台。为保障您的利益,避免产生购买风险,建议您在购买相关产品前务必确认供应商的资质及产品质量,优先选择认证VIP会员产品进行在线担保交易。过低的价格、夸张的描述以及私人银行账户转账等都有可能是虚假信息,请采购商谨慎对待,谨防欺诈。
您尚未登录,点击登录后可查看企业联系方式
点击登录>推荐产品
-

-
上源检验弯板 T型槽弯板 铸铁弯板 铸铁直角靠尺 镗床靠铁板 可定制机床曲铮
¥330.00
-
-
机械厂家定制铣床辅助工作台 装配焊接平板 可定制加高工作台 镗床机床曲铮
¥5600.00
-

-
河北机械铸铁弯板 t型槽焊接弯板 铣床直角靠铁板 厂家现货 镗床机床曲铮
¥870.00
-

-
铸铁弯板 检验划线弯板 镗床弯板 直角靠尺 机床90度曲铮
¥240.00
-

-
铸铁弯板 t型槽靠尺 90度角度尺 出售镗床机床曲铮
¥210.00
-
-
可定制 拼接焊接工作台 装配焊接平板 加高电机实验平板 厂家生产 镗床t型槽工作台
¥4700.00
-

-
铸铁检测弯板 铸铁直角尺 T型槽弯板 出售镗床直角靠尺 机床直角曲铮
¥270.00
-

-
河北出售t型槽工作台 铣床加工底座 镗床直角曲铮 可定制大型弯板铸件
¥5200.00
-

-
铸铁弯板 检验划线直角尺 机床焊接弯板 镗床直角靠铁尺 机床曲铮 异形弯板
¥230.00
-

-
机床直角曲铮 90度直角靠尺 出售铸铁弯板 检验弯板 划线直角尺 镗床靠尺
¥450.00
-

-
上源机械出售t型槽弯板 铸铁直角靠尺 现货出售U型孔直角尺 镗床直角靠尺
¥680.00
-

-
上源机械出售灰铁铸铁件 机床床身加工 可定制数控机床横梁 镗床加工底座
¥6800.00
- 更多分享
- 您正在分享
上源机械机床铸件 数控机床床身 加工铣床加工底座 镗床直角曲铮
- 扫一扫访问当前网页