
-
¥168.00/公斤
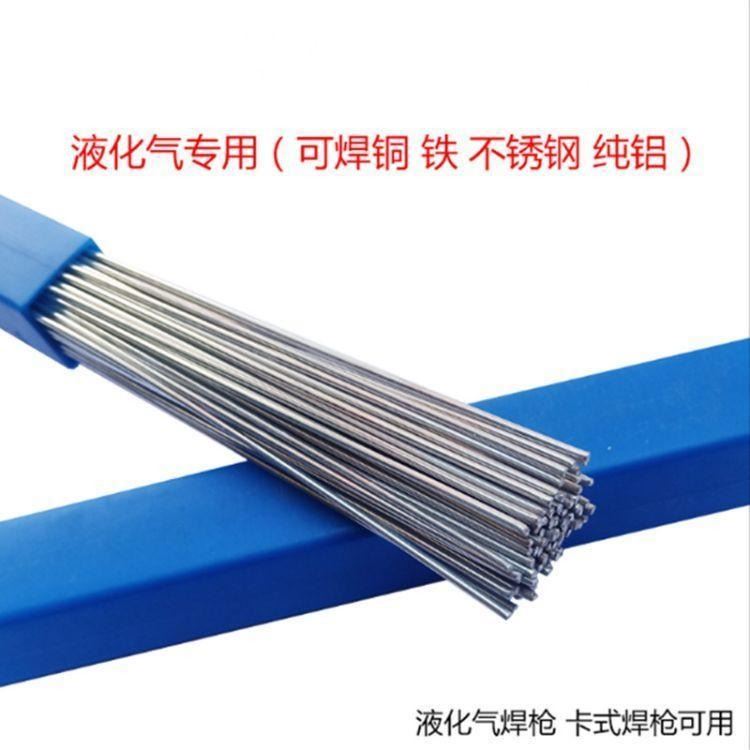
- 低温铝焊丝 药芯铝焊丝 钎焊气焊氩弧焊丝 无需铝焊粉代替 WE53铜铝焊焊丝 瑞冠直销
-
2023-09-09
792
- 品牌:瑞冠
- 起订:20公斤
- 总量:54560公斤
-
山西瑞冠科技有限公司
共42款产品
- 进店
| 品牌 : | 瑞冠 | 型号 : | WE53 |
| 产地 : | 华北 | 类型 : | 药芯 |
| 材质 : | 铜铝 | 加工定制 : | 否 |
| 焊丝直径 : | 1.6-2.0mm | 熔点 : | 600°C |
| 长度 : | 1000MM | 重量 : | 15kg |
| 用途 : | 广泛 | 工作温度 : | 常温/高温(℃) |
| 焊接电流 : | 80-220A | 适用范围 : | 铝,铝合金。铝镁合金等 |
| 可售卖地 : | 全国 |


温馨提醒:(买家必看)
本店商品型号齐全,价格随市场波动而波动拍之前,务必与店主联系确认库存及价格。
备注:正品保证.新疆、西藏地区不包邮,需要联系客服补运费差价。
药芯铝焊条规格:1.6/2.0/2.4mm粗 每根50公分长
低温铝药芯焊丝可以焊接几乎所有白色金属,包括铝,铝合金,铝镁合金及上述金属之间的异种焊接,甚至对于已经严重腐蚀或者油污污染的白色金属,甚至是大家认为不可修复的铝合金都可以进行修复。适用于初级焊接操作者全方位焊接,只需要小小的加热装置,焊接后的焊缝强度一般要高于母材本身的强度,懂得气焊操作即可。低温铝焊丝的使用说明
一步:通过物理的清洗,打磨表面。
二步:加热焊接处的母材表面,直至温度达焊丝的工作温度380℃-400℃,这样就可以靠母材的热传导熔融焊丝形成焊缝,切忌不要用火焰烧焊丝,还有只有当母材表面温度足够的时候,焊丝才能够很好地流动和渗透至金属毛细。
三步:
当修复比较薄的铝的时候,只要将铝母材加热到合适的工作温度,然后用焊丝来回摩擦熔融形成焊缝,只有用金属刷刷熔融焊丝填于焊接处形成焊缝。
四步:
大件用工业气体或者感应加热装置加热焊接,焊后自然缓冷
注意事项:
越大约厚的件加热起来就越麻烦,所以采用合理的热源很关键,只要使母材的表面温度达到焊丝的
工作温度,就可以实施焊接,采用氧乙炔焊接的时候采用中性火焰焊接,但是不要直接用火烧焊丝
适用热源:可用于很多种热源,
存贮:置于通风干燥处,可以长期地储存
操作注意细节
1、母材的表面必须清理干净。即清即焊
2、母材的温度得达到400℃,包括焊接的过程中母材的温度也要保持400℃,并且温度可高不可低。
3、忌讳用火焰刻意去烧焊丝,母材温度达到400℃以后,焊丝自然会靠母材热传导熔融。

-
免责声明:
以上所展示的低温铝焊丝 药芯铝焊丝 钎焊气焊氩弧焊丝 无需铝焊粉代替 WE53铜铝焊焊丝 瑞冠直销供应信息由山西瑞冠科技有限公司自行提供,低温铝焊丝 药芯铝焊丝 钎焊气焊氩弧焊丝 无需铝焊粉代替 WE53铜铝焊焊丝 瑞冠直销信息内容的真实性、准确性和合法性由发布企业山西瑞冠科技有限公司负责,工品联盟网仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站信息涉嫌抄袭侵权/违法违规内容,请联系举报,一经查实,本站将立刻删除。
工品联盟网不涉及用户间因交易而产生的法律关系及法律纠纷,纠纷由您自行协商解决。
-
友情提示:
本网站仅作为用户寻找交易对象,就产品和服务的交易进行协商,以及获取各类与贸易相关的服务信息平台。为保障您的利益,避免产生购买风险,建议您在购买相关产品前务必确认供应商的资质及产品质量,优先选择认证VIP会员产品进行在线担保交易。过低的价格、夸张的描述以及私人银行账户转账等都有可能是虚假信息,请采购商谨慎对待,谨防欺诈。
您尚未登录,点击登录后可查看企业联系方式
点击登录>推荐产品
-

-
德国UTP焊丝 UTP SK 350-G耐磨焊丝 药芯耐磨焊丝 T Z Fe1链轮轮子堆焊焊丝 现货包邮
¥28.00
-

-
德国UTP焊丝 UTP SK 400-O耐磨焊丝 药芯耐磨焊丝 T Z Fe1链轮 齿轮堆焊焊丝 现货包邮
¥31.00
-

-
上海斯米克焊丝 飞机牌 CJ301铜气焊熔剂 铜焊粉
¥43.00
-
-
厂家直销四川大西洋焊丝CHD101硬面耐磨埋弧堆焊药芯焊丝CHF81焊剂
¥35.00
-

-
上海电力PP-A102不锈钢焊条 电力A102不锈钢焊条 电力308焊条
¥25.00
-

-
瑞冠 磷铜焊条 磷铜焊丝 L201银磷铜焊丝 BCu93P圆焊丝焊接空调冰箱紫铜管气焊扁焊丝
¥60.00
-

-
德国UTP焊条 UTP700Kb镍基焊条 ENiCrMo-7镍基合金焊条 ENi6455镍铬钼焊条 现货包邮
¥325.00
-
-
昆山京雷GEN-CM3镍基焊条 ENiCrMo-3镍基合金焊条 Ni327-3镍铬钼焊条 ENi6625 625焊条
¥230.00
-

-
德国UTP焊丝 UTP SK 650-G耐磨焊丝 药芯耐磨焊丝 T Fe8链轮 刨辊堆焊焊丝 现货包邮
¥59.00
-

-
MRA-E-61Ni模具焊条 模具堆焊焊条 生铁模具焊条 铸铁模具焊条 瑞冠正品包邮
¥46.00
-
-
堆焊耐磨药芯焊丝 轴承修复药芯耐磨焊丝 离心泵叶片 堆焊耐磨焊丝 厂家直供
¥54.00
-

-
德国UTP焊丝 UTP SK A 43-O耐磨焊丝 药芯耐磨焊丝 T Z Fe15链轮 磨辊磨盘堆焊焊丝 现货包邮
¥59.00
- 更多分享
- 您正在分享
低温铝焊丝 药芯铝焊丝 钎焊气焊氩弧焊丝 无需铝焊粉代替 WE53铜铝焊焊丝 瑞冠直销
- 扫一扫访问当前网页