












| 加工定制 : | 是 | 品牌 : | 腾泰 |
| 使用温度范围 : | ≤600° | 摩擦系数 : | 0.0193 |
| 磨损量 : | 较小 | 抗撞强度 : | 强 |
| 材质 : | 碳钢 | 管道口径 : | 76 -- 2020 |
| 管道厚度 : | 8 | 适用流体 : | 粉体,颗粒,浆液 |
| 型号 : | D25---D1800 |
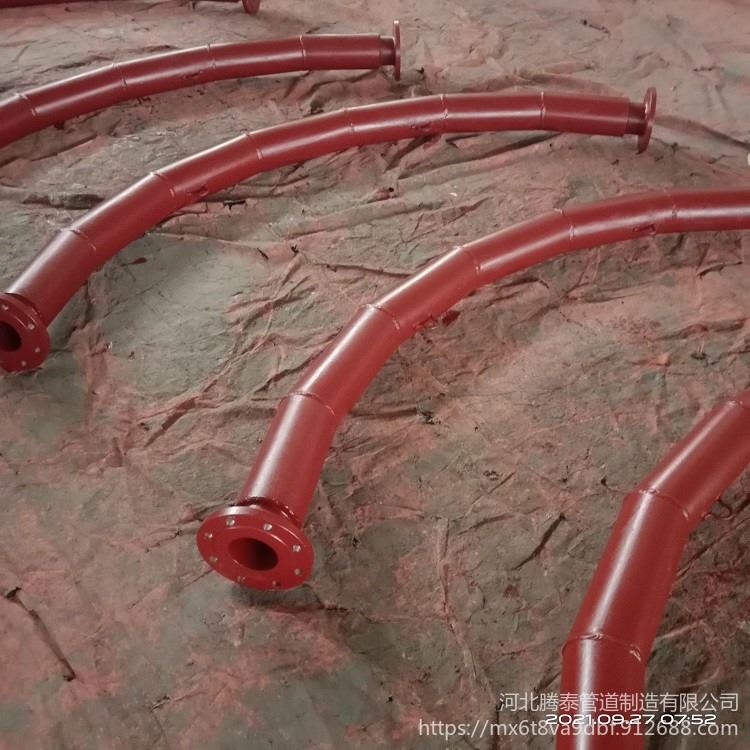
双金属耐磨弯头采取消逝模真空吸铸复合工艺复检制造,这种工艺是国际较先进的金属复合工艺,属于半精铸技术,和砂型铸造相比大大进步了外表精度,而且不会呈现冲砂夹砂现象,由于采取了真空浇注,也不会呈现气孔等缺陷。
由于该工艺制模尺寸精度高,从而铸造出的复合耐磨弯头的复合耐磨层厚度平均分歧,防止了普通铸造办法由于脱模、修型等工艺而产生壁厚不平均的现象,而且其组织平均,性能稳定。同时该工艺能够对任何大小直径的直管和异形管停止复合,对弯管、三通、四通、锥形管、变径管、非等壁厚管、偏心管都能够做到整体复合,减少了运动阻力,降低了物料保送中的运转本钱。
主要用处:主要用于电力运转、矿山、冶金、物料等的保送、输出其中耐热钢高温炉烟管、熄灭器是应用于火电厂锅炉抽炉烟管道制粉系统关键配件。
双金属耐磨弯头进、出口各带一定长度的焊接过渡直段,与煤粉管道对接焊接衔接,过度直段的材质应与煤粉管道分歧,采用Q235A钢;关于没有焊接过渡直段的局部弯头,弯头的耐磨段之间应能直接对接焊接衔接。招标方应对管道焊接面停止焊接工艺处置,并按请求打好坡口,以满足现场手工电弧焊焊接。产品对现场焊接应无特殊请求,以保证产品在现场常温焊接时焊接性能良好。
双金属耐磨弯头焊接过渡直段所用钢管可采用直缝钢管,其性能应契合GB3092、GB8162、GB8163的规则。
双金属耐磨弯头接收为Ф560×10mm的弯头外弯内衬防磨层厚度应不小于28mm,内弯内衬防磨层厚度应不小于22mm,耐磨弯头的外圆直径约为Ф630mm;耐磨弯头的外管选用焊接钢管,资料请求采用Q235A钢,壁厚10mm。
弯头内衬层厚度允许偏向±1.2mm,弯曲角度允许偏向±0.5°;弯头截面圆度公差不大于6%。
耐磨弯头的设计要思索到温度的变化,在耐磨弯头寿命期内发作煤粉管道自燃的非正常工况下,应能耐短时300℃高温(约30min)而不损坏。
耐磨弯头角度精确,弯头端面应与管道中心线成直角,不可扭曲。
耐磨弯头运用寿命应不低于10年,在运用寿命期间,耐磨弯头应无磨穿及粉走漏现象。
耐磨弯头应设置有便于起吊的吊耳。









 a18330736676
a18330736676
 a18330736676
a18330736676
 a18330736676
a18330736676
 a18330736676
a18330736676
 a18330736676
a18330736676
 a18330736676
a18330736676
 a18330736676
a18330736676
 a18330736676
a18330736676
 a18330736676
a18330736676
 a18330736676
a18330736676










