











| 品牌 : | 凯斯锐 | 型号 : | KR-XY |
| 类型 : | 等离子切割机 | 电流 : | 交流 |
| 控制方式 : | 数控 | 驱动形式 : | 自动 |
| 用途 : | 金属切割 | 频段 : | 高频 |
| 切割厚度 : | 根据等离子电源决定 | 作用对象 : | 金属 |
| 工具净重 : | 相贯线切割机 |
钢结构管桁架切割机 海工等离子切割机 圆管相贯线切割机
钢结构行业,应该如何选择相贯线切割机!
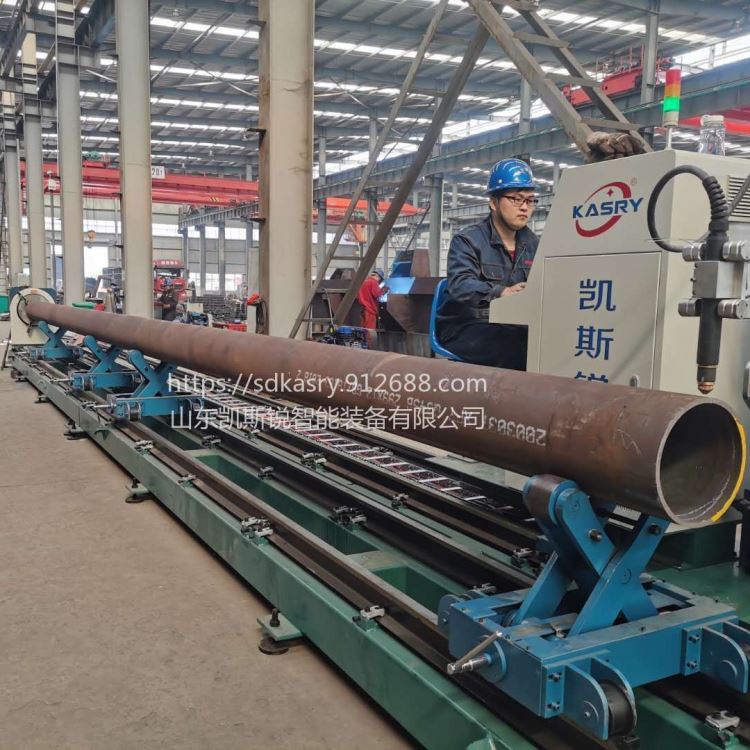
管道数控相贯线切割机就是用数字程序驱动机床运动,随着机床的运动,随机配带的切割工具对管道进行切割。目前常用的是数控火焰相贯线切割机和数控等离子相贯线切割机。火焰切割应用场合主要限于碳钢、大厚度板材切割,在中、薄碳钢板材切割上逐渐会被等离子切割代替。采用精细等离子切割已使切割质量接近激光切割水平,目前随着大功率等离子切割技术的成熟,切割厚度已超过100 mm,拓宽了数控等离子相贯线切割机切割范围。
钢结构行业圆管切割推荐使用机型(五轴相贯线切割机)
1、切割方式:
火焰切割具有大厚度碳钢切割能力,切割费用较低;但存在切割变形大,切割精度不高,而且切割速度较低,切割预热时间、穿孔时间长,较难适应全自动化操作的需要。它的应用场合主要限于碳钢、大厚度板材切割,在中、薄碳钢板材切割上逐渐会被等离子切割代替。
等离子切割具有切割领域宽,可切割所有金属管材,切割速度快、效率高的特点,切割速度可达10 m/min以上。采用精细等离子切割已使切割质量接近激光切割水平,目前随着大功率等离子切割技术的成熟,切割厚度已超过100mm,拓宽了数控等离子相贯线切割机切割范围。
2 数据输入与输出:
设备采购回来并安装就位后,首先由技术人员将随设备附带的操作程序安装在电脑上,在进行生产前将相关数据输人事先安装好的操作程序,程序设定操作流程如下:选择要切割的部件方式→选择支管连接类型→选择支管端头切割方位→输出数据→查看三维效果图→填写相关数据。
切割数据编制完成后,将输出的数据用U盘拷贝至现场的切割设备,进行数控切割作业。每次导出数据为两组,一组为主管切割数据,另一组为支管切割数据,在切割时分别选择不同的切割程序就可以完成相关切割作业。本实验采用等离子进行切割作业。
以材质为Q235B,Φ0219 mm x 6 mm的焊接钢管为例,根据实验记录数据:采用手工方式进行一道马鞍口的切割作业,从划线、放样到 后完成切割、修正,至少需要10 min以上的时间;而采用数控切割机切割同样的一道口,编程时间为110 S,数据拷贝78 S,相贯线切割时间58 S,合计246 S,而且编程一次可以完成相同管件的连续切割作业。由此可以看出,采用管道数控切割设备大大地提高了切割效率。
采用数控切割机切割后的焊口尺寸精确,可以达到0.001 mm(国标一般要求0.1 mm,高出国标100倍)。切割的成品不但一次成形,而且成型美观,不需打磨,省去了后续人工打磨程序的同时,也减小了误差的产生。管道切割机,便携式切割机,便携式数控切割机,相贯线切割机,数控相贯线切割机
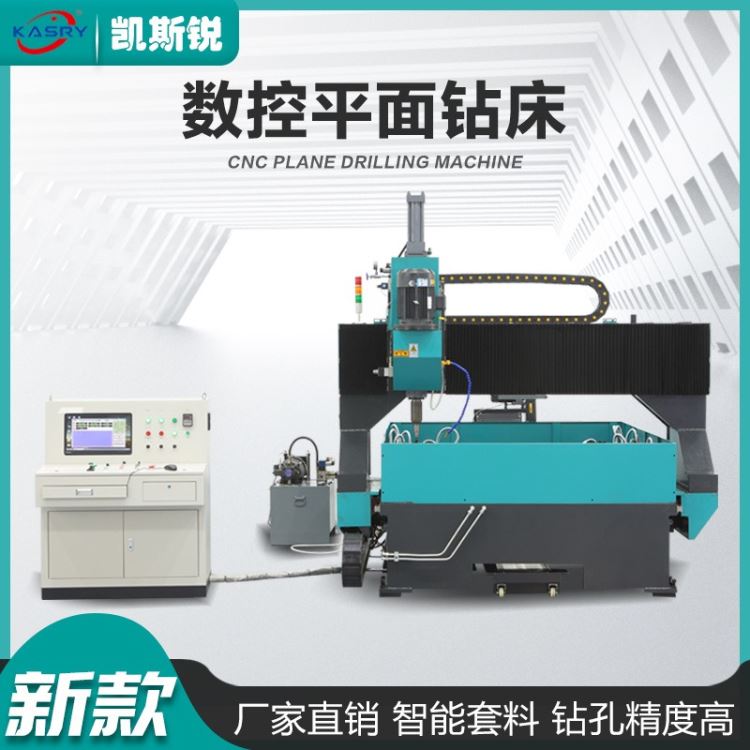
数控切割机设备操作非常简便,只需技术人员将编好的切割数据拷贝至切割设备,由1名火焊工人就可完成后续的切割作业。
3 结语:
管道相贯线切割机具有切割范围广,切割速度快,工作效率高等特点。未来的发展在于设备移动的灵活性,减小设备的体积,增强其拆装的便捷性,以适应各种环境和场地的施工作业。




 sdkasry
sdkasry
 sdkasry
sdkasry
 sdkasry
sdkasry
 sdkasry
sdkasry
 sdkasry
sdkasry
 sdkasry
sdkasry
 sdkasry
sdkasry
 sdkasry
sdkasry
 sdkasry
sdkasry
 sdkasry
sdkasry










