









| 品牌 : | 创威 | 型号 : | 各种型号 |
| 材质 : | HT200-300 | 规格 : | 1500*150*150mm |
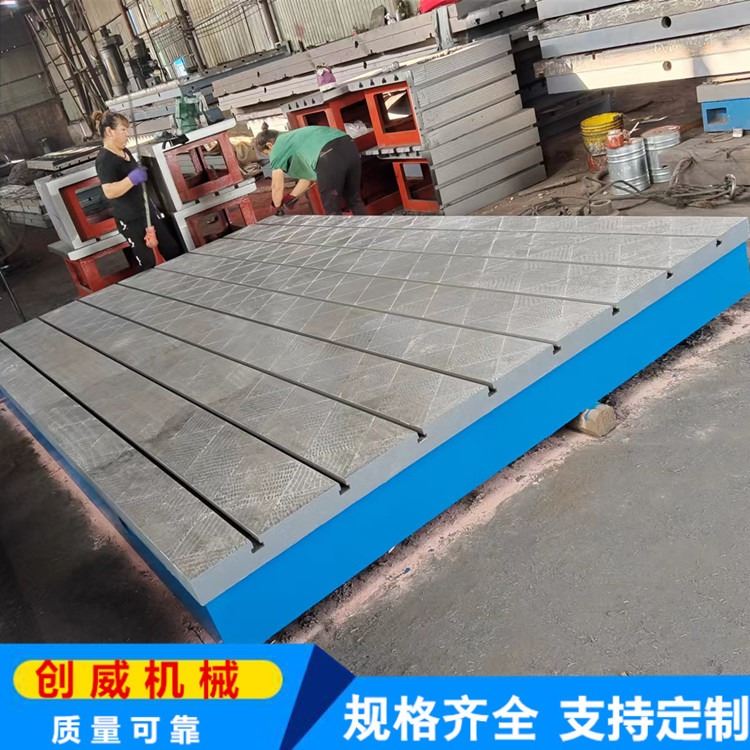
| 工作台类型 : | 导轨工作台 | 是否标准件 : | 是 |
| 加工定制 : | 是 | 类型 : | 地轨 |
| 精度 : | 1级 | 工作面硬度 : | HB170-240 |
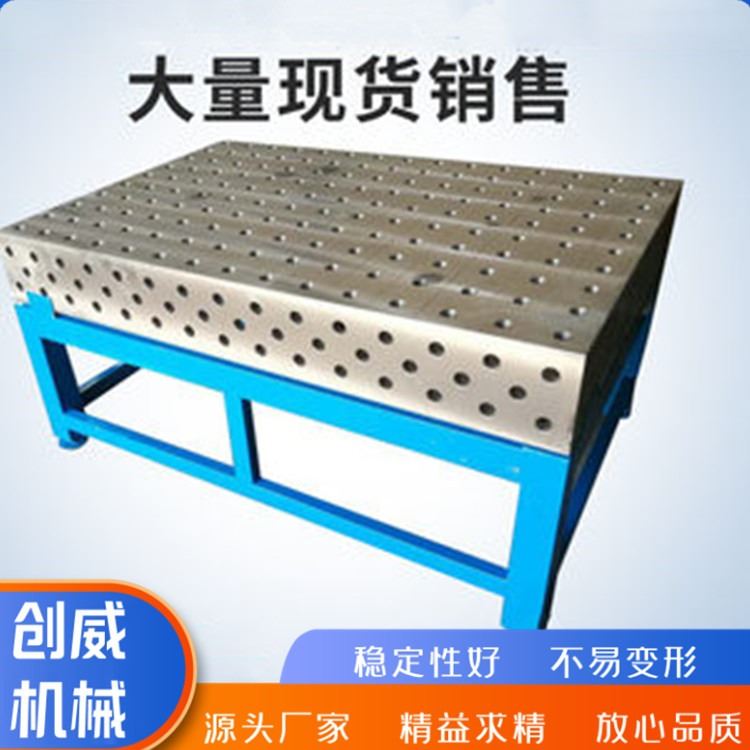
| 优点 : | 精度高 不易变形 | 滑行轨迹 : | 直线导轨 |



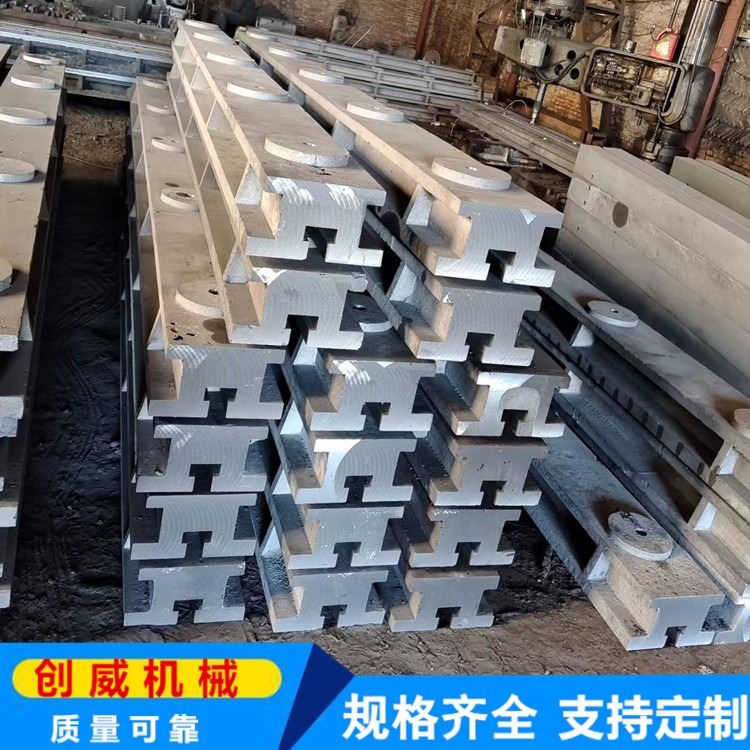
地轨的养护
1、为了避免地轨发作的变形,在吊装地轨时,要用四根相同长度的钢丝绳还挂住地轨上得四个起重孔,将地轨平稳吊装在运输东西上。
2、将地轨支承点垫好、垫平,包管每个支撑点受力平均,包管整个地轨平稳。
3、地轨不必时要实时将任务面洗净,然后涂上一层防锈油,并用防锈纸盖上
4、地轨应装置在通风、枯燥的情况中,并远离热源、有侵蚀的气体、有侵蚀的液体。
5、地轨按国度规范执行按期周检,检定周期依据详细状况可为6-12个月
6、地轨装置时将地轨的各个支撑点用调整垫铁垫好、垫实,由专业技能人员将地轨调整至及格精度。
7、为了避免地轨全体变形,运用终了后,要将工件从地轨上拿下来,防止工件长工夫对地轨重压形成的变形工艺流程
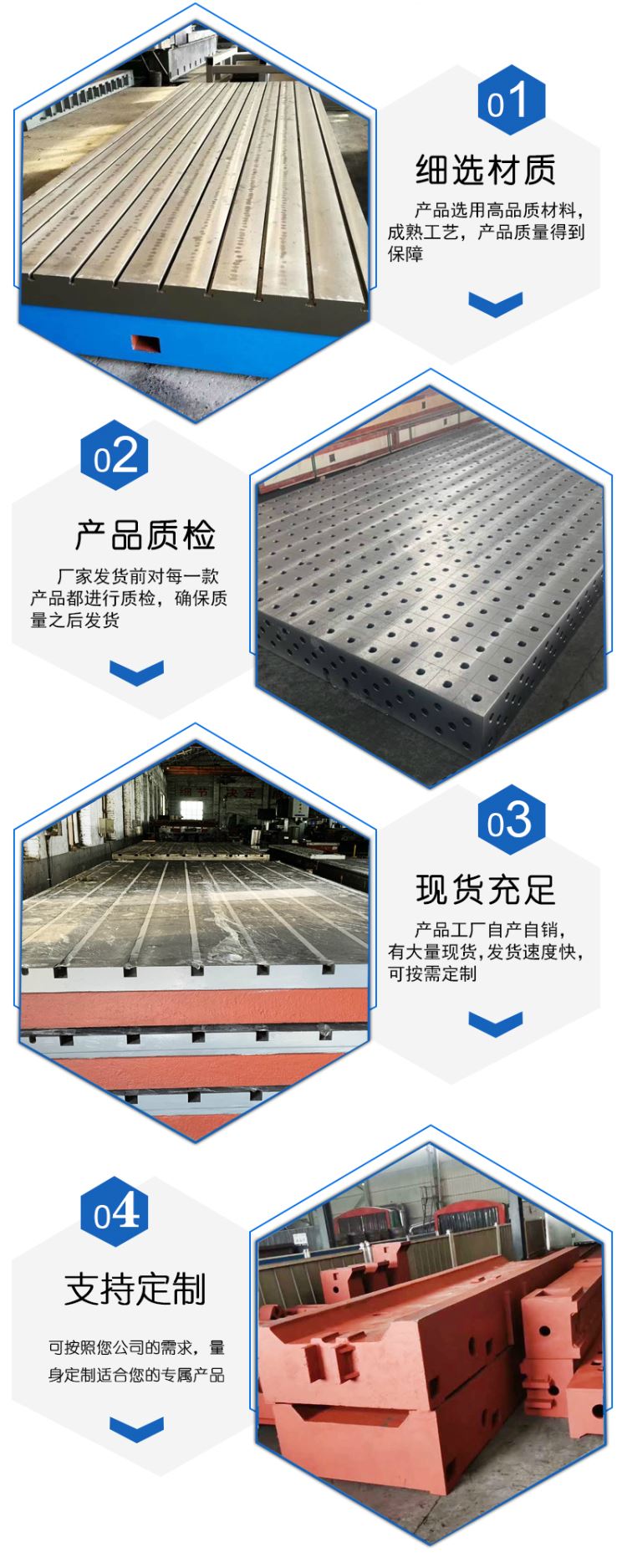
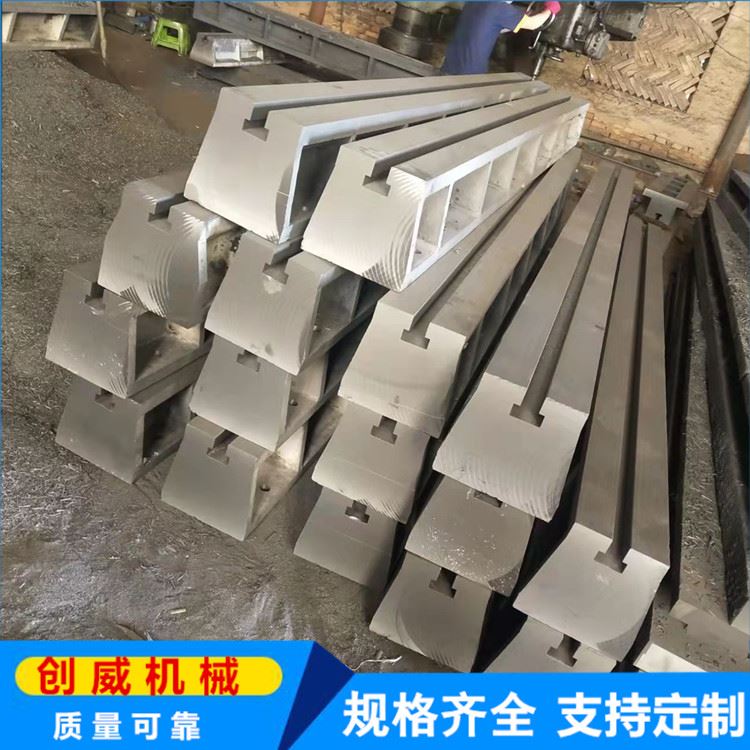
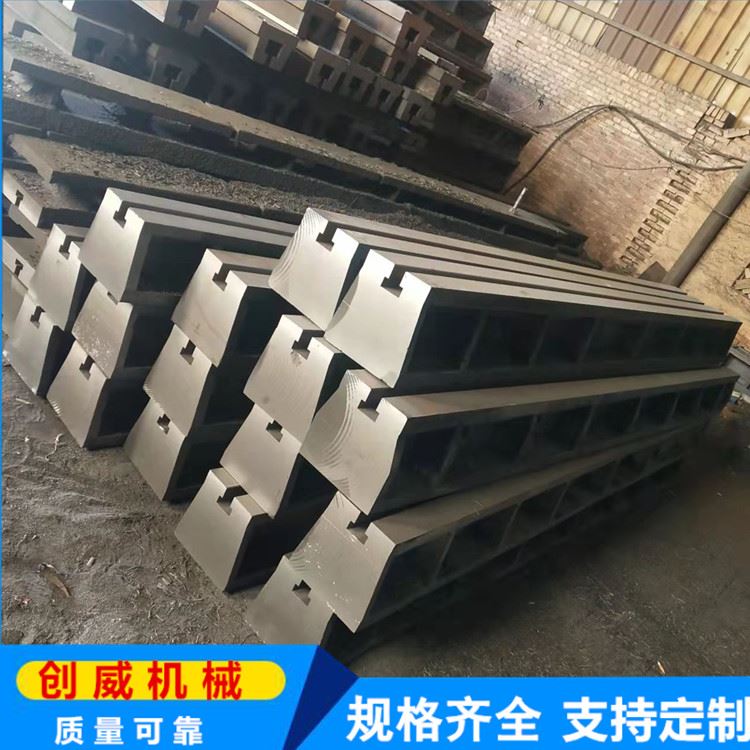
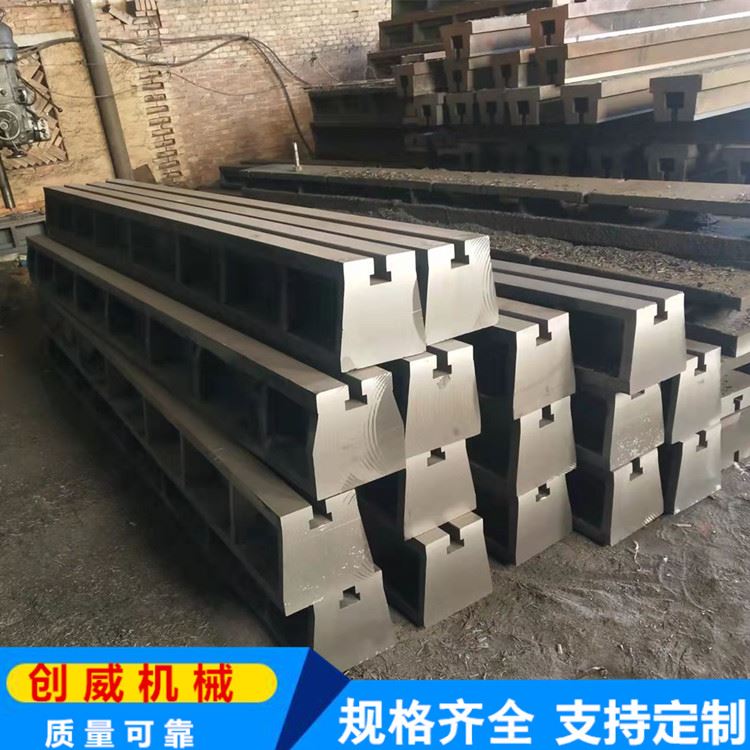
铸铁地轨工艺流程 地轨铸造材料、方法:
地轨铸件材料:灰铸铁HT250(GB/T9439-88)
地轨铸造方法:砂型;
造型材料:型砂,粘土砂,芯砂,树脂砂。
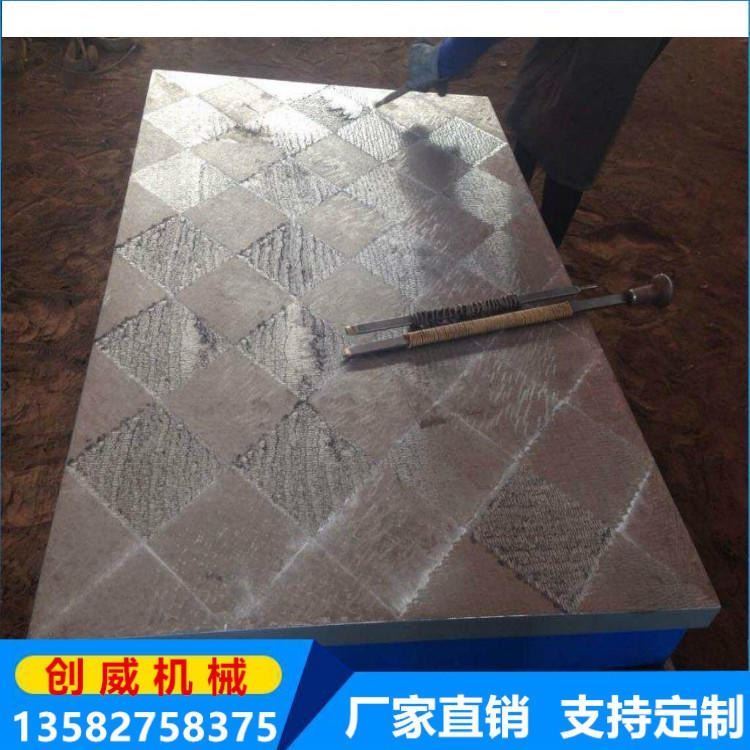
地轨铸件力学性能:抗拉强度:≥250N/mm2 硬度:HB=190-240
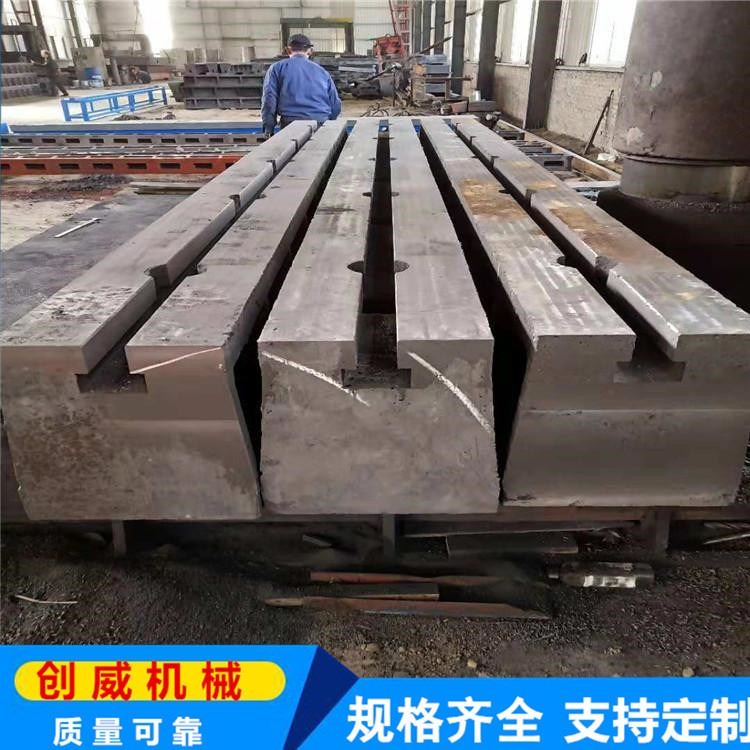
地轨机加工精度:
上表面的不平度不大于0.3mm(在全长内);
上下表面的不平行度不大于1.0mm(在全长内);
直线度在全长内不大于8mm。
铸铁地轨生产工艺说明:
制作模型→造砂型→熔炼→提取试棒→浇铸→热处理→粗加工→人工时效→精加工→成品检验→包装→运输→安装调试→验收笼统的来说铸铁产品的含碳量在2%以上的铁碳合金。工业用铸铁一般含碳量为2%~4%。碳在铸铁中多以石墨形态存在,有时也以渗碳体形态存在。除碳外,铸铁中还含有1%~3%的硅,以及锰、磷、硫等元素。合金铸铁还含有镍、铬、钼、铝、铜、硼、钒等元素。碳、硅是影响铸铁显微组织和性能的主要元素。
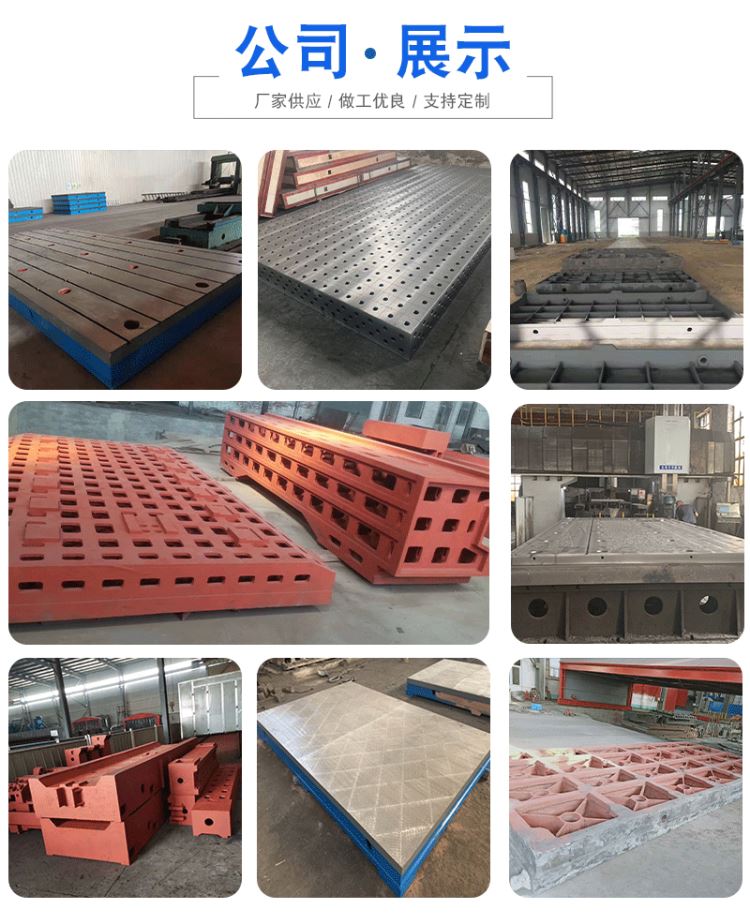
主要用途
地轨主要是根据设备的固定点来设计、拼接成铸梁平台,用于大型设备的装配、试验、焊接和检验。选用地轨, T型槽地轨,地梁,地槽铁,基础槽铁的优点:这样不用做成大型的平台,即节省了材料成本,又可以占用很小的空间! 可谓是性价比很高。





 13582758375
13582758375
 13582758375
13582758375
 13582758375
13582758375
 13582758375
13582758375
 13582758375
13582758375
 13582758375
13582758375
 13582758375
13582758375
 13582758375
13582758375
 13582758375
13582758375
 13582758375
13582758375










