












| 材质 : | 20# | 仓库所在城市 : | 河北沧州 |
| 仓库 : | 盐山 | 质量等级 : | 正品(受理质量异议) |
| 加工服务 : | 定制样品 | 配送服务 : | 可配送到厂 |
| 货物销售类型 : | 现货 | 用途范围 : | 机械制造 |
| 产品表面描述 : | 漂亮 | 计重方式 : | 理计 |
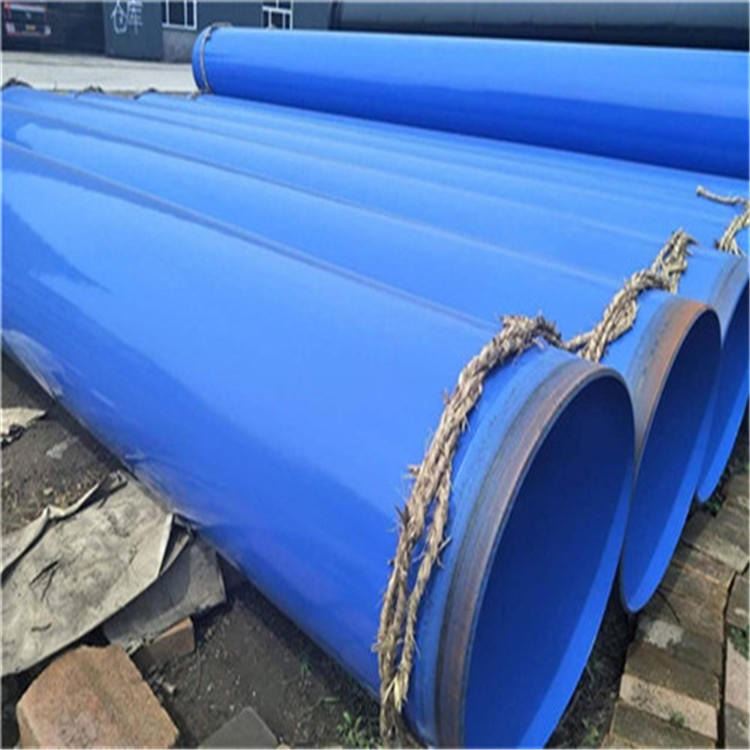
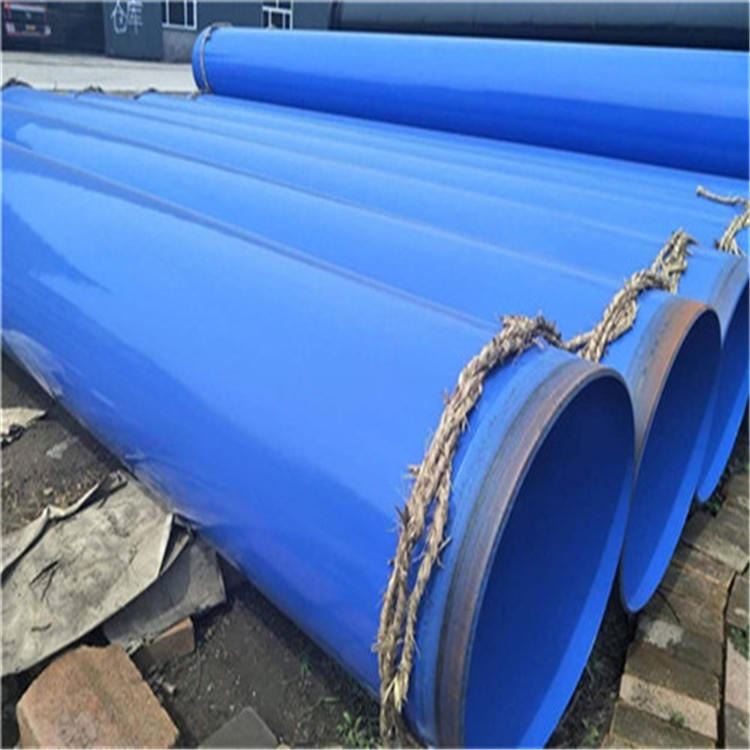
水利工程用螺旋钢管原材料到达工厂后首先要进行的一项检测就是钢板的抗拉试验,抗拉测试通俗的来说就是把原材料拉至快要断时承受的*应力,钢板屈服到一定程度后,由于内部晶粒重新排列,其抵抗变形能力又重新提高,此时变形虽然发展很快,原材料测试设备是材料试验机,但却只能随着应力的提高而提高,直至应力达*值。做抗拉试验一方面检验了原材料的质量,另一方面对于自已生产的螺旋钢管也有了保证,现在有些原材料供应商拼价格,导致质量大幅下滑,直接导致螺旋钢管的质量不保,更影响公司的声誉,所以生产厂家必须要测一测,试一试。对于目前对螺旋钢管生产高标准要求,各生产厂家对生产设备都有了大幅提高,生产国标标准螺旋钢管要想把合格率提高到98%及以上,必须用先进设备,做为先进设备必须带有铣边机,因为现阶段我国螺旋钢管焊接都是双面埋弧焊焊接,为了保证焊接效果理想,铣边机起了不可估量的作用,铣边机主要工作就是把原材料两边给弄整齐,再就是把焊接处弄成利于焊接的V字型,自动埋弧焊焊接螺旋钢管起来气孔少,焊透率高,夹杂少,给修补螺旋钢管的工人带来了极大的便利,螺旋钢管外表面基本无补焊,无错边。


螺旋钢管是以带钢卷板为原材料,经常温挤城压成型,以自动双丝双面埋弧焊工艺焊接而成的螺旋缝钢管.原材料即带钢卷,焊丝,焊剂。在投入前都要经过严格的理化检验。带钢头尾对接,采用单丝或双丝埋弧焊接,在卷成钢管后采用自动埋弧焊补焊。成型前,带钢经过矫平、剪边、刨边,表面清理输送和予弯边处理。采用电接点压力表控制输送机两边压下油缸的压力,确保了带钢的平稳输送。采用外控或内控辊式成型。北京省螺旋钢管/螺旋钢管厂/螺旋钢管价格采用焊缝间隙控制装置来保证焊缝间隙满足焊接要求,管径,错边量和焊缝间隙都得到严格的控制。内焊和外焊均采用美国林肯电焊机进行单丝或双丝埋弧焊接,从而获得稳定的焊接规范。焊完的焊缝均经过在线连续超声波自动伤仪检查,保证了100%的螺旋焊缝的无损检测覆盖率。若有缺陷,自动并喷涂标记,生产工人依此随时调整工艺参数,及时缺陷。采用空气等离子切割机将钢管切成单根。切成单根钢管后,每批钢管都要进行严格的 检制度,检查焊缝的力学性能,化学成份,溶合状况,钢管表面质量以及经过无损探伤检验,确保制管工艺合格后,才能正式投入生产。
螺旋钢管在钢管中的比例近几年稳定在42%~45%左右,焊管有上升的趋势。螺旋钢管与焊接钢管比较是材料的可靠性和品种适应性强,尤其适应厚壁和合金钢的生产。主要问题是投资高、成本高、制造工艺复杂,壁厚和椭圆度公差大。而焊接管实际上是板材的深加工产品,在价格相近的条件下,螺旋钢管的市场竞争力因其可靠性强而提高,随着钢板质量的不断改善和焊管技术装备水平的提高,部分螺旋钢管占据的市场,有被焊接管替代的可能性,但这只是非常有限的领域。热轧工艺是螺旋钢管的主要制造方法,占无缝管产量的80%热连轧管机组生产的品种和质量水平除轧机本身的技术水平外,在很大程度上受冶炼和连铸的制约,因此先进的工艺流程应该是指冶炼至管加工的完整流程。国际知名螺旋钢管企业大都是完整的专业钢管厂或钢铁联合企业,靠外购坯制造螺旋钢管的企业难以在激烈的市场竞争中占稳阵地。采用电弧炉或转炉冶炼一LF炉外精炼一VD真空处理一全保护浇注连铸圆管坯一热连轧机(NPN、PQF)一管加工,是当今国际先进的螺旋钢管生产工艺流程,采用上述工艺流程可以生产诸如石油专用管、高压锅炉管、中低合金管等。




 czhdgdyxgs
czhdgdyxgs
 czhdgdyxgs
czhdgdyxgs
 czhdgdyxgs
czhdgdyxgs
 czhdgdyxgs
czhdgdyxgs
 czhdgdyxgs
czhdgdyxgs
 czhdgdyxgs
czhdgdyxgs
 czhdgdyxgs
czhdgdyxgs
 czhdgdyxgs
czhdgdyxgs
 czhdgdyxgs
czhdgdyxgs
 czhdgdyxgs
czhdgdyxgs










