











| 材质 : | Q235B | 仓库所在城市 : | 沧州盐山县 |
| 仓库 : | 沧州龙都管道仓库 | 计重方式 : | 理计 |
| 质量等级 : | 正品(受理质量异议) | 用途范围 : | 建筑装饰,核电,化工设备,结构制管 |
| 加工服务 : | 深加工(冲压、折弯等) | 配送服务 : | 可配送到厂 |
| 货物销售类型 : | 现货 | 产品表面描述 : | 无锈 |
| 产地/厂家 : | 包钢 | 仓库地址 : | 沧州市盐山县城南开发区 |
沧州龙都管道有限公司始建于2008年,是一家专业生产双面埋弧螺旋焊钢管、直缝焊管和防腐保温钢管于一体的大型钢管企业。龙都公司位于盐山县城南十公里中国钢管生产基地,河北盐山城南蒲洼工业开发区,占地面积150亩。东临黄骅港,北靠京、津,205国道、104国道、京沪铁路交叉过境,国内运输十分便利;此外距天津新港仅200公里,为出口业务提供了更为便利的条件,通讯发达。公司流动资金1亿元,现有职工330人,其中拥有数十年制管经验的高级工程师15余人。技师31余人,现拥有国内先进的螺旋钢管生产线四条,年生产直径219-3620mm,壁厚5-22mm的双面埋弧螺旋焊钢管20万吨,产品执行SY/T5037-2000标准和GB/T9711.1-1997标准,直缝焊管、无缝化钢管生产线2条,直径89mm-1620mm,年生产10万吨; 产品主要用于石油、天然气、煤气、水、蒸汽等流体长途输送管线及供热、疏浚、化工、制冷、井壁套管、打桩等工程配套。
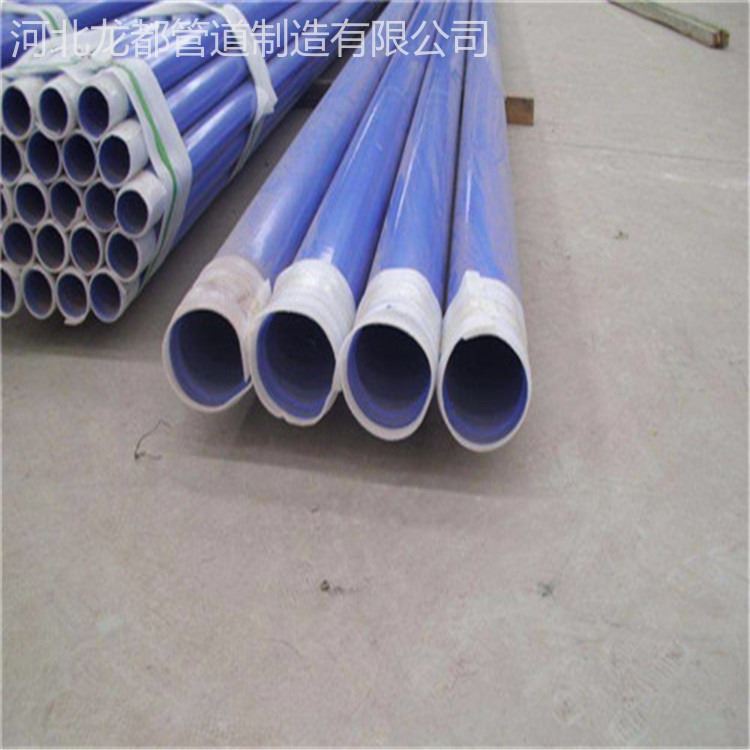
2010年公司投资兴建的沧州龙都防腐保温钢管有限公司是华北地区专业加工生产石油天然气专用3PE防腐钢管、钢管防腐加工和各种防腐钢管的大型企业之一,公司现拥有国际先进水平3PE(三层聚乙烯涂层)防腐生产线和聚氨酯保温管道生产线,专业生产3PE/2PE防腐钢管、聚氨酯保温钢管,规格219mm-1620mm,用于输油管道、天然气管道、煤矿瓦斯管道、供热管道、供水管道。执行标准:DIN30670/DIN30671、SY/T0413-2002、SY/T0315-97、GB/T23257-2009,可承接钢管外壁环氧煤沥青(一布两油、二布三油、三布五油等)钢管防腐,钢管内壁IPN8710饮水漆
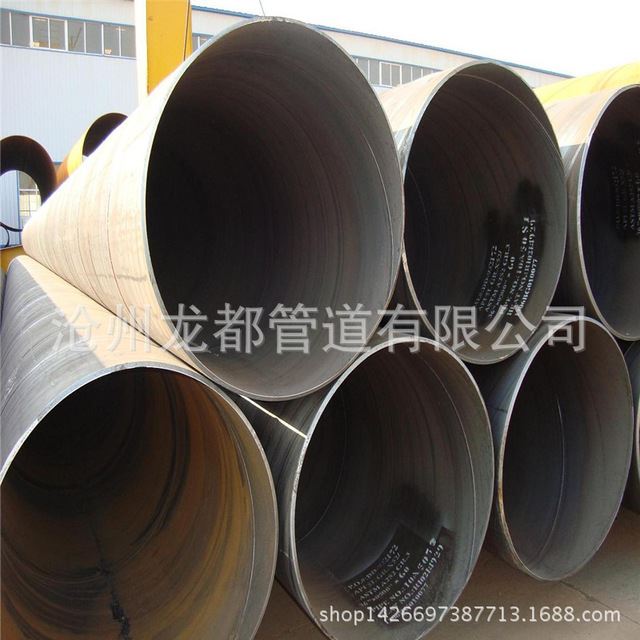
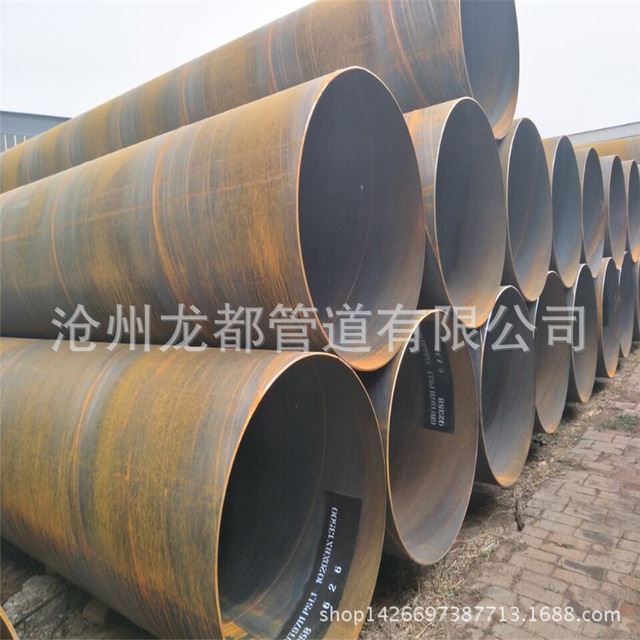
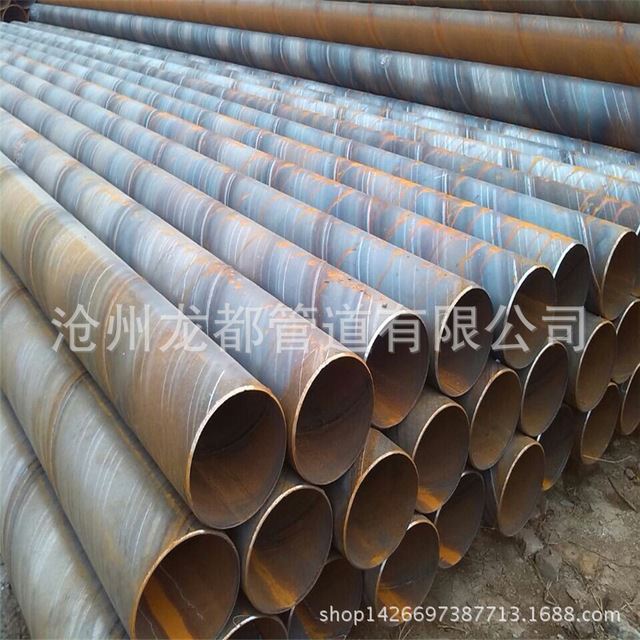
沧州龙都管道有限公司是河北专业的Q235B螺旋钢管厂家,螺旋钢管执行部标SY/T50372012、国标GB/T9711-2011,我厂生产的螺旋钢管规格齐全, 用螺旋钢管,排污水专用螺旋钢管,自来水专用螺旋钢管,排水专用螺旋钢管,打桩用螺旋钢管,Q235A螺旋钢管,Q235B螺旋钢管,Q345B螺旋钢管,L245螺旋钢管,L290螺旋钢管,L360螺旋钢管,我厂常年存有大量库存,欢迎来电
沧州龙都管道有限公司是专业生产销售螺旋钢管,螺旋管,螺旋焊管大型企业之一,经过多年发展,在沧州地区形成了较大的规模,公司从美国引进的林肯自动双丝、双面埋弧焊螺旋管生产线七条,年产φ219-φ3500mm,壁厚5mm-25mm,材质为Q235A、Q235B,B20#,Q345,16Mn,L245,L290,L360,L485及X42X80的螺旋焊管30万吨。
全部采用SY/T5037-2000、GB/T9711.1-1997标准和APISpec5L标准产品广泛用于 、石油、化工、电力、热力、给排水、蒸汽供热、水电站用压力钢管、火力发电、水源等长距离输送管线及打桩、桥梁、钢结构等工程领域公司专业生产大口径螺旋钢管、大口径排污螺旋钢管、螺旋钢管厂家。螺旋钢管是以带钢卷板为原材料,经常温挤压成型,以自动双丝双面埋弧焊工艺焊接而成的螺旋缝钢管.主要生产流程如下:(1)原材料即带钢卷,焊丝,焊剂。在投入前都要经过严格的理化检验。(2)带钢头尾对接,采用单丝或双丝埋弧焊接,在卷成钢管后采用自动埋弧焊补焊。(3)成型前,带钢经过矫平、剪边、刨边,表面清理输送和予弯边处理。(4)采用电接点压力表控制输送机两边压下油缸的压力,确保了带钢的平稳输送。(5)采用外控或内控辊式成型。(6)采用焊缝间隙控制装置来保证焊缝间隙满足焊接要求,管径,错边量和焊缝间隙都得到严格的控制。(7)内焊和外焊均采用美国林肯电焊机进行单丝或双丝埋弧焊接,从而获得稳定的焊接规范。(8)焊完的焊缝均经过在线连续超声波自动伤仪检查,保证了100的螺旋焊缝的无损检测覆盖率。若有缺陷,自动报警并喷涂标记,生产工人依此随时调整工艺参数,及时消除缺陷。(9)采用空气等离子切割机将钢管切成单根。(10)切成单根钢管后,每批钢管头三根要进行严格的 检制度,检查焊缝的力学性能,化学成份,溶合状况,钢管表面质量以及经过无损探伤检验,确保制管工艺合格后,才能正式投入生产。(11)焊缝上有连续声波探伤标记的部位,经过手动超声波和X射线复查,如确有缺陷,经过修补后,再次经过无损检验,直到确认缺陷已经消除。(12)带钢对焊焊缝及与螺旋焊缝相交的丁型接头的所在管,全部经过X射线电视或拍片检查。(13)每根钢管经过静水压试验,压力采用径向密封。试验压力和时间都由钢管水压微机检测装置严格控制。试验参数自动打印记录。(14)管端机械加工,使端面垂直度,坡口角和钝边得到准确控制
生产方法:大口径螺旋焊管(双面埋弧螺旋焊管)是以带钢卷板为原材料,经常温挤压成型,以自动双丝双面埋弧焊工艺焊接而成的螺旋缝钢管.(1)原材料即带钢卷,焊丝,焊剂。在投入前都要经过严格的理化检验。 (2)带钢头尾对接,采用单丝或双丝埋弧焊接,在卷成钢管后采用自动埋弧焊补焊。 (3)成型前,带钢经过矫平、剪边、刨边,表面清理输送和予弯边处理。 (4)采用电接点压力表控制输送机两边压下油缸的压力,确保了带钢的平稳输送。 (5)采用外控或内控辊式成型。每批钢管头三根要进行严格的 检制度,检查焊缝的力学性能,化学成份,溶合状况,钢管表面质量以及经过无损探伤检验,确保制管工艺合格后,才能正式投入生产。 (6)采用焊缝间隙控制装置来保证焊缝间隙满足焊接要求,管径,错边量和焊缝间隙都得到严格的控制。 (7)内焊和外焊均采用美国林肯电焊机进行单丝或双丝埋弧焊接,从而获得稳定的焊接规范。 (9)采用空气等离子切割机将钢管切成单根。焊完的焊缝均经过在线连续超声波自动伤仪检查,保证了100的螺旋焊缝的无损检测覆盖率。若有缺陷,自动报警并喷涂标记,生产工人依此随时调整工艺参数,及时消除缺陷。 (10)切成单根钢管后,每批钢管头三根要进行严格的 检制度,检查焊缝的化学成份,溶合状况,钢管表面质量以及经过无损探伤检验,确保制管工艺合格。
贾经理
公司
公司视产品质量为企业的生命,建立了完善的质量保证体系,已通过ISO9001:2000认证,我们从原材料、除锈、涂敷到产品出厂的全过程进行质量控制。完善的质量管理体系和先进的检测设备为用户提供优质产品提供可靠保证。
我们始终秉承“信誉 ,质量为本”的企业理念和“客户至上,以德兴厂”的经营宗旨,致力于建设以管理为基础,以顾客为中心,以科技为先导,以质量为生命线的 化企业,愿我公司能成为您的长期合作伙伴,我们真诚欢迎您的到来.





 czldj
czldj
 czldj
czldj
 czldj
czldj
 czldj
czldj
 czldj
czldj
 czldj
czldj
 czldj
czldj
 czldj
czldj
 czldj
czldj
 czldj
czldj










