













| 品牌 : | 上源 | 型号 : | 三维平板 |
| 类型 : | 铸铁平板 | 精度 : | 1级 |
| 加工定制 : | 是 | 材质 : | HT250 |
| 工作面硬度 : | HB200 |



铸铁焊接平台的材料有哪些?…
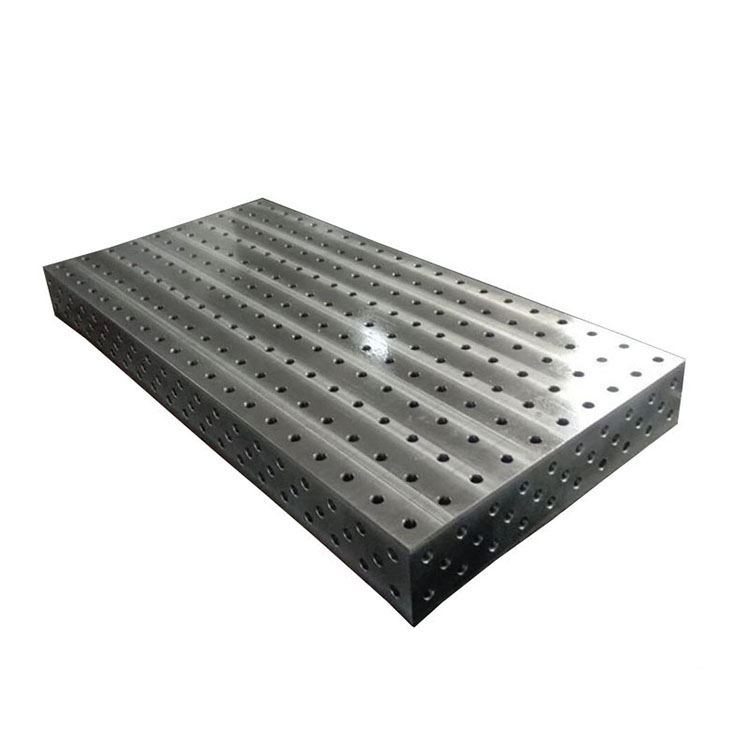
铸铁焊接平台的材料有哪些?
铸铁焊接平台材料为HT200-300,QT400-600,采用刮研工艺,工作面上可加工V形、T形、U形槽、燕尾槽、圆孔、长孔等,是用于工件、设备检测、划线、装配、焊接、组装、铆焊的平面基准量具。铸铁平台价钱由以下多少局部组成:原资料(生铁),人工费,机械加工费,包装费,税费,运费等多少大局部组成。 客户在选购铸铁平台的时候要做一下简略的本钱估算,在抉择厂家时,不要只听价钱,要具体懂得产品的分量,厂家报的分量是毛重仍是净重,产品价钱是否含税费及运费。等同规格的铸铁平台价钱相差良多的自然就有问题。
铸铁浇注速度对其铸铁平台质量的影响很大,在整个浇注过程中应始终保持铸铁平台铸型的浇注系统被金属液充满,给予金属液较大的静压力,有利于浇注速度的提高。快的浇注速度可瞬间提供较多的热量,弥补由于铸铁平台模型气化而造成的金属液的热损失,使液体金属始终保持足够的流速。相反划线铸铁平台铸型的浇注速度太慢会增加金属液的热损失和降低它的温度,易产生铆焊平台铸件的冷隔、浇不足或表面皱皮等缺陷。
然而铸铁平台铸型的浇注速度又不可任意增加。因为太快的浇注速度,易使铸铁平台铸型受冲刺及金属液在型内产生紊流,导致金属液包覆铸铁平台模型未气化的聚苯乙烯残留物和使气体不易排出型外,造成铸铁平台铸件的气孔和夹渣缺陷。因此适宜的浇注速度应能使金属液在铸铁平台铸型内的上升速度等于或接近铆焊平台塑料模型的气化速度。
误差的判定小二乘方原则,将一个理想平面按实际表面的趋向,置于实际表面的中部,并使实际表面上各点到理想平面的距离平方和为小,以这个小二乘方平面作为评定基面,各测点对此平面偏差中大值与小值之差为被测表面平面度误差值。 对角线原则以通过被测表面的一条对角线而平行于另一条对角线的平面作为评定基面,各测点对此平面偏差中大值与小值之差为被测面平面度误差值。
一、铸铁平台企业的选择:购买铸铁平台时要对成产企业进行考核,首先看铸铁平台生产企业是否资质齐全,企业是否在正常营业,近三年的业绩,该企业有没有因产品质量与其他企业间存在纠纷,这些基本信息在如今的互联网时代可以在网上查询到,如果大批购买有条件的话还要到实地考察下。
二、铸铁平台的供货期:正常规格的铸铁凭他一般企业是有库存现货,单对于一些特殊环境下使用的铸铁平台需要订做生产,对于订做生产的铸铁平台双方应在铸铁平台生产企业在保证产品质量的前提下约定生产周期和付款期限以供双方严格准守,一般铸铁平台生产周期在无特殊因素的情况下20-60天之间。大批量订货和需要生产企业去现场安装调试的时间双方应另行协商。
三、铸铁平台的质量:铸铁平台工作面不能出现气孔沙眼、夹渣裂纹及疏松等铸造缺陷,铸铁平台背面筋板之间应清砂干净不能有包砂现象,并做防锈处理。铸铁平台分为0级、1级、2级、3级四个等级,规格自100X100(mm)至6000X3000(mm),超出规格需定做生产,铸铁平台购买方可根据自己使用要求购买,特殊要求的以双方签字的合同、技术协议或图纸为检验依据,质保期一般为一年,质保期内出现问题铸铁平台厂家应及时对产品提供维修或退换货并承担由此造成的费用。







 syjx888
syjx888
 syjx888
syjx888
 syjx888
syjx888
 syjx888
syjx888
 syjx888
syjx888
 syjx888
syjx888
 syjx888
syjx888
 syjx888
syjx888
 syjx888
syjx888
 syjx888
syjx888










