











| 品牌 : | FRB | 型号 : | TECNOLOGIE FRB |
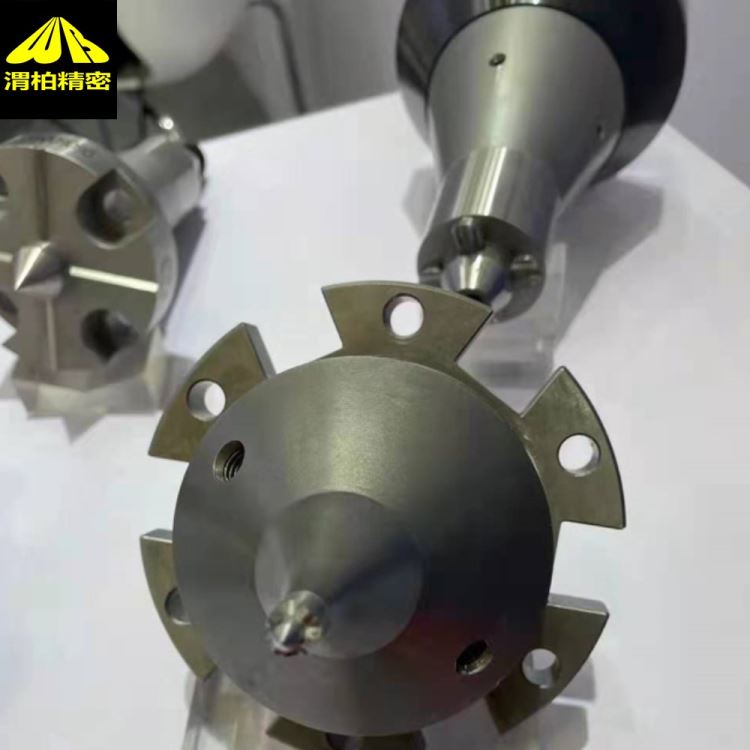
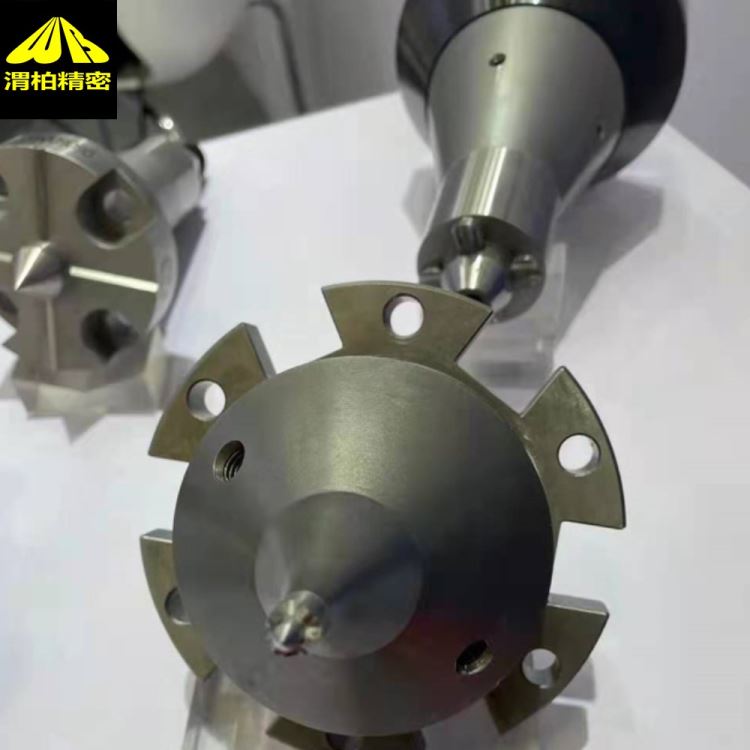
| 型式 : | 端面驱动顶针 | 镶硬质合金 : | 是 |
| 精度 : | 0.003 | 尾椎大端直径 : | 多款 |
| 总长 : | 256 | 外径 : | 78 |
| 适用机床 : | 车床,磨床,滚齿机 | 材质 : | 工具钢 |
| 承载量 : | 大负荷型 | 接头材料 : | 硬质合金 |
江苏意大利FRB驱动顶针、飞霸顶针、端面驱动顶针配件技术资料:
总代渭柏精密机械
1.整个顶针五套轴承的结构,一般的驱动顶针也就3套轴承。
2.采用“楔块杠杆原理”的技术。
意大利TecnologieFRB公司(飞霸公司)在过去的半个世纪里,为齿轮和轴类零件加工提供了数不胜数的解决方案,从而成为传动设备制造业的合作伙伴。意大利FRB公司从上世纪80年代初就开发驱动顶针夹具,开始给FIAT和IVECO汽车变速器厂提供端面驱动技术,而后又成功开发出动力推动式的高精度端面驱动顶针,使之配套在MORARA外圆磨床和SAMPUTENSILI的磨齿机上,提高了用户的加工效率和精度。FRB源于夹具内部独特的结构设计,陕西渭柏精密机械代理的FRB驱动顶针,有别于一般的驱动顶针,采用获得技术的“楔块杠杆”机构,使产品获得更高的灵敏性和安全性,因此不仅应用在车削加工,还配套在高精度的磨床上使用。不断地技术创新让FRB荣膺欧洲科技进步奖,如今,FRB的产品从汽车变速器的输入输出轴到发动机的曲轴凸轮轴,从减速机的齿轮轴到电机的中心转子,都有成功的范例。 陕西渭柏精密机械代理的FRB驱动顶针,有专门针对各类机床的独特设计,车削、磨削、重载和齿轮加工四大类驱动顶针满足各种场合的使用,顶针内部采用自动平衡补偿系统,即使针对毛坯零件或斜面,夹持安全可靠。用户可选择莫氏锥柄、法兰连接和软爪夹持3种安装方式,在精车和磨削系列中,中心顶针固定,油(气)缸推动驱动卡爪嵌入工件端面,配合尾座弹性回转顶针,加工精度可达μ级。顶针本体配合不同规格的驱动卡爪可以加工5到400甚至更大的轴类零件。
3.和众多进口机床配套使用:
4.意大利FRB驱动顶针操作简单,几乎不需要保养,节约成本
5.意大利FRB驱动顶针半个多世纪的技术创新和沉淀,早就了高品质的驱动顶针,持久耐用。


意大利FRB端面驱动顶针与一夹一顶的对比
在车削轴类工件中,有时会使用一种卡盘和端面驱动复合的夹具,粗车使用卡爪夹持外圆,后一序精车采用端面驱动,主轴端接双油缸控制。该复合夹具之所以粗精分开,也是因为端驱部分结构限制,不能承载大的切削力。使用飞霸端面驱动夹持加工轴类,不会存在驱动力不足的问题。
意大利FRB端面驱动顶针技术的特点与应用
FRB端面驱动顶针有专门针对各类机床的独特设计,车削、磨削、重载和齿轮加工四大类驱动顶针满足各种场合的使用,FRB端面驱动顶针内部采用自动平衡补偿系统,针对毛坯零件或斜面也安全可靠。
FRB端面驱动顶针相比较卡盘和尾座顶针“一夹一顶”的装夹方式,有如下区别和优势:
1.卡盘以夹持工件的外圆定心,存在定位基准不重合引起的误差;而端面驱动是以工件的两中心孔定位,基准一致。
2.卡盘卡爪夹持的工件外圆部分,刀具不能进行切削,需要掉头再次装夹,存在二次装夹引起的误差;端面驱动一次装夹即可完成所有外圆的加工,同轴度更有保证。
3.在一些用卡盘不能装夹的工件,如伞齿轮、异形件、偏心件等的粗车和硬车加工中,只要工件两端有中心孔即可采用端面驱动,省时省力。
飞霸顶针类别:
(1)车削飞霸端面驱动顶针;
(2)磨削飞霸端面驱动顶针;
(3)滚齿机专用飞霸端面驱动顶针
(4)轻型飞霸端面驱动顶针
(5)重载飞霸端面驱动顶针
(6)机械飞霸端面驱动顶针
(7)重载飞霸端面驱动顶针
飞霸顶针技术介绍:
FRB顶针满足从φ5到φ300的零件,以及从传统的簧压系统到先进的固定点。 有专门针对各类机床的独特设计,车削、磨削、重载和齿轮加工四大类驱动顶针满足各种场合的使用,顶针内部采用自动平衡补偿系统,即使针对毛坯零件或斜面,夹持依然安全可靠。用户可选择莫氏锥柄、法兰连接和软爪夹持3种安装方式,在精车和磨削系列中,中心顶针固定,油(气)缸推动驱动卡爪嵌入工件端面,配合尾座弹性回转顶针,加工精度可达μ级。




 18109249948
18109249948
 18109249948
18109249948
 18109249948
18109249948
 18109249948
18109249948
 18109249948
18109249948
 18109249948
18109249948
 18109249948
18109249948
 18109249948
18109249948
 18109249948
18109249948
 18109249948
18109249948










