














| 品牌 : | 祥丰 | 型号 : | 定制 |
| 加工定制 : | 是 | 外形尺寸 : | 定制 |
| 重量 : | 定制 | 种类 : | 冷弯机 |
| 别名 : | 压瓦机 | 用途 : | 生产彩钢瓦 |
| 电动机功率 : | 定制 |
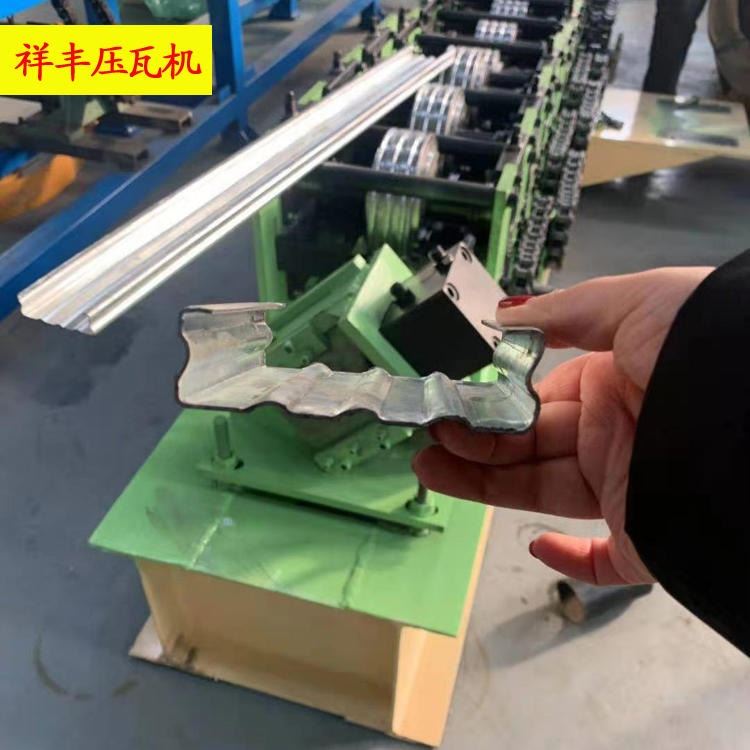
压瓦机其组成部门包括:彩钢压瓦机整机、PLC电脑控制系统、液压泵站系统、全自动后剪切系统设备特点:该彩钢板设备采用高水平自动控制软件,彩钢压瓦机实现出产信息化治理。
整个机组自动化控制系统采用高集成的网络,使自动化系统机能更优胜。
压瓦机其组成部门包括:彩钢压瓦机整机、PLC电脑控制系统、液压泵站系统、全自动后剪切系统设备特点:该彩钢板设备采用高水平自动控制软件,彩钢压瓦机实现出产信息化治理。
整个机组自动化控制系统采用高集成的网络,使自动化系统机能更优胜。
1、压瓦机一定要用高数脉冲输入功能,高数输入性能优良,AB相抗干扰能力强。并用定值中断功能,保证精度。
2、 压瓦机检测部分有:检测彩色钢瓦长度的脉冲编码器、压型的上下行程开关、切刀的上下行程开关、压型的上下操作按钮、切刀的上下行程按钮、急停开关、液压启停开关等等。
3、压瓦机执行部分有变频器驱动电机,液压站电机,压型的两个液压电磁阀,切刀的两个液压电磁阀。
4、PLC带有14个输入/10个继电器输出,刚好满足输入输出要求。再配KDN文本屏,可以完成参数设定,报警显示,帮助信息,生产数据显示等等。
对于压瓦机用电注意事项
一、电工一定要明白车间的线路还有设备的类型性能,对其设备的性能没有了解明白的,不能冒险的运用。
二、电工要设置时间的检查电机以及电操控台等的情况,检查的情况下看到情况,一定要迅速的处理。检查电机度数的情况下,先检查没有电之后,再根据手背检查。
三、在除了暂时施工事情的电还有措施之外,不可以架暂时的线,不可以乱挂灯,工具还有电焊设备等运用平稳的插座,以前的线不可以随意的改变。
四、根据划定对他的产品按期检验护理,不运用的电气产品线路要完全的拆掉。
压瓦机设备在生产过程中难免会出现这样或者那样的问题, 常见的就是彩钢板出现偏差的问题,一旦出现了跑偏就会影响机械的生产效率与产品合格率, 所以我们必须要懂得如何改正这些错误,经过长时间的研究、摸索,我们得出了调整这种问题的方法:如果设备板向右面跑的话,需要用铁块垫到左面的角上,或者把右边的滚轴弄平,第几轴跑偏就把第几轴弄平,上面的滚轴应该和下面的滚轴保持一致,如果上面弄平的话,下面也应该弄平,均匀对称的滚轴是不能变的。假如还不行,就先把彩钢压瓦机的机前、后两排对等的四角从大架调整到底轴上端的高度一致的位置,然后从 排到 后一排,找一根线拉直,检查一下下轴是否在一条水平线上,把下轴左、右两边调成水平。彩钢瓦设备 排和 后一排找好对称点,然后紧固两边锁母,在中间转轮的正中心前、后拉好一条直线,把上、下轴的间隙调整好后,就可顺着直线调整机器。其实板跑偏的补救方法是需要我们长期生产和试验的,不同的跑偏方向有着不同的补救方法,但是有一点需要注意就是不管是机械的滚轴还是别的零件都需要两边对齐,只有两边对齐才能保持对称,产品生产的形状才会规整。
压瓦机设备也可称为辊式冷弯成型,即在一排串联的成型轧机上,联系通过金属板和金属板带,顺次使其弯曲,将平板加工成所需要的截面形状的塑性加工法.辊式冷弯成型(彩钢瓦设备)曾用于自行车的轮圈,伞的骨架制造等。
彩钢瓦设备的调试
1、先把彩钢压瓦机设备机前、后两排队的四角从大架到底轴上端的高度量一致,然后从 排到 后一排,找一根线拉直,检查一下,下轴是否在一条直线上,把下轴左、右两边调成水平。
2、把彩钢压瓦机设备 排和 后一排找好中心,然后紧固两边锁母,在中间轮的正中心前、后拉好一条直线,把上、下轴的间隙调整好后,就可顺着直线调整机器。
3、彩钢压瓦机设备-压瓦机压板跑偏的调试方法,如板向右跑,垫左角(进料架),或落右边底平(第几轴跑偏落第几轴底平,上轴随底轴下落。
压瓦机有许多参数要设定,用文本屏或触摸屏设定。参数设定有设备参数和用户参数设定两种。
设备参数:单脉冲长、过冲量、压型距、压型时间、切刀时间等等。
用户参数:张数、长度、 节、末节、节距、节数、预压节等等。
随着筛网、制罐生产线、仪表、汽车、五金等行业的发展对压瓦机设备的需求也越来越大。经过市场调研,为适应中小企业需求,确立了研制压瓦机多工位数控自转模压瓦机的研发课题。
一种压瓦机高精度自转模,分上半部分和下半部分,上半部分的上模系统和下半部分的下模系统各自安装了一套由一对同步电机驱动、使上下模同步旋转的蜗轮蜗杆传动机构,其特征是:上模系统包括上传动套、上旋转套、凸模、上套座,下模系统包括凹模、下旋转套、下套座、下传动套;上下蜗轮蜗杆传动机构固定在剪板机座架上,其上下蜗轮和分别安装在上下传动套上;凸模与凹模分别装在上、下旋转套中,旋转套与套座装在压瓦机的上、下转盘上。
一种压瓦机高精度自转模,上模系统和下模系统各自安装了一套固定在剪板机座架上、由一对同步电机驱动的蜗轮蜗杆传动机构;上下模系统的传动套分别与旋转套配合装配,在同步旋转的蜗轮蜗杆传动装置带动下,通过对安装在上下传动套上的拨差的控制使传动套与旋转套处于相互脱离或啮合状态,从而实现自转模上下模具在压瓦机上同轴、高精度、任意角同步旋转。
压瓦机怎么样使用才能够长久使用下去,首先要做的是把压瓦机保养手册一定要劳记。把每天应该如何做对压瓦机有好处我们就应该天天坚持下去。
首先要把压瓦机表面都清理干净,该机上模冲压工序:由电动机经过皮带轮,带动输入轴,经小齿轮,大齿轮,带动上轴,通过一套凸轮机构带动装有上模的滑动座上下运动,实现压瓦。
工作台的转位是由装于上轴端头的齿轮组,传动拨销齿轮,拨动装于六方转轮轴上的槽轮来实现分度定位,在上轴的两端各装有一个与装在同一轴上与压制凸轮共轭的回凸轮,通过定位杆与定位盘实现下模在工作位置的精确定位。在左右两侧机箱内,安装有润滑泵,机器工作时经过,油管向各摩擦运动部位输送润滑油。了解本机结构和性能及操作规程者不得开动机器。
严禁超过 小闭合高度进行工作,即上滑动箱底面至工作各面 小距离290㎜要求上下模具模后的高度加上,上下垫板厚底加上瓦坯厚度,不允许超过290㎜,制造模具时应按此要求进行设计,以免发生机床事故。
经常注意观察,滑动箱体及两侧机体内润滑油的高度。设备应经常擦拭,保持清洁,不许有泥污积水。
压瓦机设备使用的模具需一个上模和六个相同规格尺寸的下模,先安装上模和一个下模,下模直接安装在六方转轮工作台上,上模安装在滑座底面上,并放置适当厚度的垫板,保证上下模合模后,四周边间隙均匀,上下模之间距离等于所需瓦坯的厚度。然后再以上模为准,工作台转位,安装其余五付下模,全部安装好上下模以后才能开车进行压瓦。压瓦机设备手工放坯,取坯工作程序:在设备使用前,要检查各处连接是否牢靠,安装螺栓、螺母是否拧紧,左右机箱内应加足润滑机油,才能通电启动机器进行试车,先空车运转仔细观察,有无震动,噪音,油窗口是否来油,各部件运动是否协调,一切正常后才能安装模具,安装模具时,必须切断电源,用手工搬动电动机皮带或大齿轮,使工作台转位,并使滑座上升到 高点, 用一物件支撑在工作台及滑座底面之间,以防滑座自然下落,造成事故。
压瓦机设备特点:该设备具有操作、维护、保养以及机械的调试、模具更换容易等优点;整个机组自动化控制系统采用高集成的网络,使自动化系统性能更优越;该设备采用高水平自动控制软件,实现生产信息化管理在压瓦机设备生产出的彩板调直过程中,型材将从上,下,左,右移动,从而要求矫直机构与型材之间的间隙相对宽松一些,矫直机构与型材的上,下,左,右表面之间可以有一定的间隙,间隙大小在0.010-0.050in(0.25-1.25mm)之间,如果矫直扭转变形,间隙可以小一些 .
开卷-校平-横剪-码垛生产线:
该系列生产线用于将不同规格的金属卷料,经过开卷、校平、定尺、剪切成为所需长度和宽度的平整板材,适用于加工冷轧板、镀锌板、彩涂板、不锈钢板。
该系列生产线配备 上料小车开卷机引料装置牵引校平机过渡桥纠偏装置伺服送料剪板机输送带落料码垛。该系列生产线 运行速度达120 米 / 分钟,并可保护板料平整无伤痕;送料由伺服电机驱动,剪切精度高;双码垛出料, 快速。
主要技术参数
型号 |
CTL- |
CTL- |
CTL- |
CTL- |
名称 |
2×1300 |
2×1600 |
3×1300 |
3×1800 |
可加工板厚 |
0.3-2 |
0.3-2 |
0.3-3 |
0.3-3 |
可加工板宽 |
800-1300 |
800-1600 |
800-1300 |
800-1800 |
码垛长度范围 |
500-4000 |
500-4000 |
500-4000 |
500-4000 |
剪切长度精度 |
±0.3 |
±0.3 |
±0.5 |
±0.5 |
矫平精度 |
<±1mm/m |
<±1mm/m |
<±1mm/m |
<±1mm/m |
矫平速度 |
80m/min 120m/min |
80m/min 120m/min |
70m/min 100m/min |
70m/min 100m/min |
可开卷重量 |
10 |
15 |
10 |
15 |
矫平辊径 |
75 |
75 |
85 |
85 |
机架为钢板焊接,退火处理,采用数控落地镗铣床一次性加工成形,保证了高强度、高精度
整机的制造工艺严格按照机械的设计规范生产,校平辊材料采用合金钢60CrMoV
整线PLC控制,触摸屏显示并操作,自动化程度高
电气元件均选用国外 品牌,机械配套件为国内知名品牌
开卷-纵剪-校平-收卷生产线:
该校平线适用于中等厚度范围的冷轧、热轧钢卷板、低合金卷板等开卷校平分条成各种规格的窄卷或剪切成各种规格的定尺板材。
标准配置由:液压上料小车、开卷机、液压引料机、夹送初矫机、液压齐头剪、过渡工作台、纠偏机构、纵剪机、边丝机、分离压紧机构、液压收卷机、卸料小车、精校机组、剪板机、码料小车、液压系统、电气控制系统等组成。共有三种配置可供选择,一:开卷-校平-纵剪-收卷、二:开卷-校平-纵剪-定尺-横剪、三:具有以上两种功能的复合线。
该生产线液压系统主要元件采用高精度组件,电气控制采用进口PLC程序控制器和触摸屏进行全线功能控制,具有自动化程度高、校平质量好、剪切精度高、性能稳定可靠、操作维护方便等特点,卷材一次上料可实现各工序的顺利完成,有效的减轻了工人的劳动强度,具有很高的性价比,是集机、电、液一体化的高性能产品。









 15297378801
15297378801
 15297378801
15297378801
 15297378801
15297378801
 15297378801
15297378801
 15297378801
15297378801
 15297378801
15297378801
 15297378801
15297378801
 15297378801
15297378801
 15297378801
15297378801
 15297378801
15297378801










