











| 产品特性 : | 立铣刀 | 品牌 : | 裕泽 |
| 型号 : | 300R | 材质 : | 钨钢 |
| 类型 : | / | 是否进口 : | 否 |
| 球头直径(mm) : | 1 | 倒角角度 : | 1 |
| 中心 小切削直径(m : | 1 | 轮廓半径(mm) : | 1 |
| 切削直径(mm) : | 2 | 切深 : | 3 |
| 周边有效切削刃数 : | 2 | 功能长度(mm) : | 1 |
| 螺旋角 : | 2 | 柄部形式 : | 2 |
| 柄部直径(mm) : | 1 | 制式 : | 2 |
| 有用长度(mm) : | 1 | 系列 : | 3 |
| 切削刃形式 : | 1 | 槽数 : | 2 |
| 刃长 : | 2 | 刃径 : | 1 |
| 柄径 : | 1 | 全长 : | 3 |
| 是否涂层 : | 涂层 | 适用机床 : | 铣床 |
| 加工范围 : | 1 | 规格(直径*全长) : | 2 |
| 切削直径(mm) : | 1 |
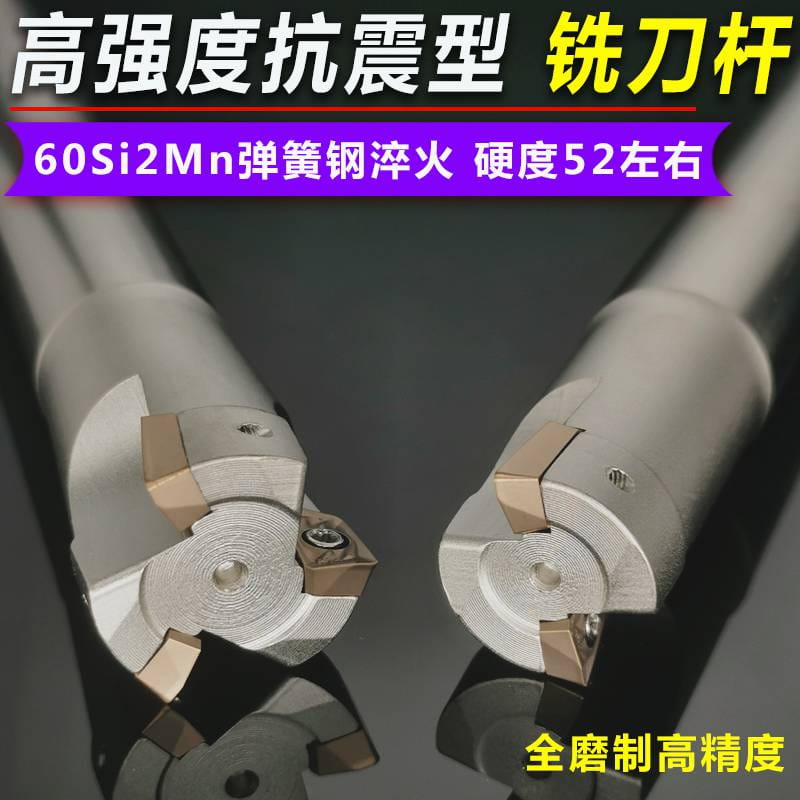
立铣刀是数控机床上用得 多的一种铣刀,立铣刀的圆柱表面和端面上都有切削刀,它们可同时进行切削,也可单独进行切削。主要用于平面铣削、凹槽铣削、台阶面铣削和仿形铣削
立铣刀的用途
折叠面铣
立铣刀可以用作面铣。但因为其主偏角为90°,刀具受力除主切削力外,主要是径向力,易于引起刀杆挠曲变形,也易于引发振动,影响加工效率,因此,除了类似于薄底工件需要小的轴向力或者属面铣偶尔为之要减少刀具库存品种这类特殊原因之外,不推荐用立铣刀来加工无台阶的平面。
折叠侧壁面铣
适合用立铣刀加工的工件大多有一个或更多的垂直于底面的侧壁面(这个面平行于铣床主轴),这就带来了一个在面铣中没有的问题:侧壁形状和精度问题 。
折叠编辑本段分类
铣刀形状有很多种,普通铣床和数控铣床加工槽与直线轮廓、铣镗加工中心上加工型腔、型芯、曲面外形/轮廓用。



铣刀大体上分为:
1、平头铣刀:进行精铣或粗铣,铣凹槽,去除大量毛坯,小面积水平平面或者轮廓精铣;
2、球头铣刀:进行曲面半精铣和精铣;小刀可以精铣陡峭面/直壁的小倒角。
3、圆鼻铣刀:进行曲面变化较小,狭小凹陷区域较少,相对平坦区域较多的粗铣。
4、平头铣刀:带倒角,可做粗铣去除大量毛坯,还可精铣细平整面(相对于陡峭面)小倒角。
5、成型铣刀:包括倒角刀,T形铣刀或叫鼓型刀,齿型刀,内R刀。
6、倒角刀:倒角刀外形与倒角形状相同,分为铣圆倒角和斜倒角的铣刀。
7、T型刀:可铣T型槽。
8、齿型刀:铣出各种齿型,比如齿轮。
9、粗皮刀:针对铝铜合金切削设计之粗铣刀,可快速加工。
铣刀常见有两种材料:高速钢,硬质合金。后者相对前者硬度高,切削力强,可提高转速和进给率,提高生产率,让刀不明显,并加工不锈钢钛合金等难加工材料,但是成本更高,而且在切削力快速交变的情况下容易断刀。







 a15564708881
a15564708881
 a15564708881
a15564708881
 a15564708881
a15564708881
 a15564708881
a15564708881
 a15564708881
a15564708881
 a15564708881
a15564708881
 a15564708881
a15564708881
 a15564708881
a15564708881
 a15564708881
a15564708881
 a15564708881
a15564708881










