










| 品牌 : | 源特 | 型号 : | 齐全 |
| 焊芯直径 : | 4.05.0 | 牌号 : | 源特 |
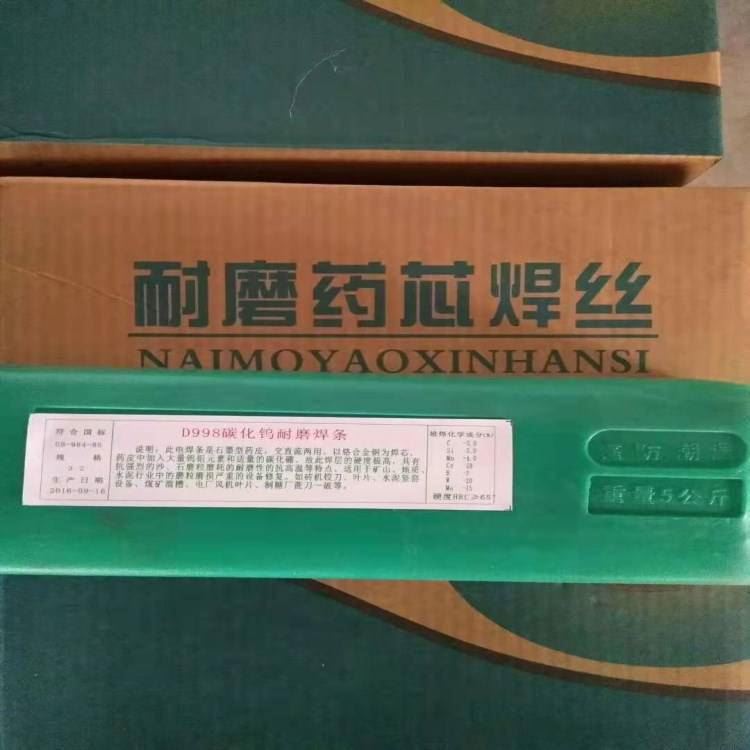
| 产地 : | 河北 | 类型 : | 碳化钨气焊条 |
| 材质 : | 硬质合金软性焊条 | 药皮性质 : | 碱性焊条 |
| 直径 : | 4.05.0 | 长度 : | 400 |
| 焊接电流 : | 80-120 | 电流幅度 : | 220 |
| 熔点 : | 1600-1800 | 工作温度 : | 常温 |
| 适用范围 : | 适用于石油钻具、建材机械、甘蔗破碎刀具、打井钻头、木炭机推进轴、秸杆还田机刀片和饲料粉碎机刀片... | 硬度HRC : | 2100 |
| 订货号 : | 458554 | 货号 : | 669865 |


硬质合金软性焊条由铸造碳化钨粉(球形铸造 碳化钨)、镍基合金组成。使用方便、性能优 异。焊层具有良好的耐冲蚀和耐磨损性能。
铸造碳化钨硬度高(HV0.1 2100以上)
镍基合金熔点低、润湿性好。
应用行业:采矿、石油钻探、机械等
使用说明:
⊙堆焊前,应清洁工件表面,去除泥垢、油垢、铁锈、夹砂等,确 保工件表面干净无污染。
⊙堆焊火焰类型建议采用弱碳化焰,以控制堆焊温度。
⊙表面预热,根据工件尺寸,预热温度应300~400℃时,有喷焊条 件情况时,应对表面进行喷涂打底处理(粉末为Ni45或Ni60,喷涂厚 度约0.1mm~0.3mm)以减少工件在高温时表面氧化程度。
⊙工件表面加热到650~850℃,开始堆焊,堆焊处和焊接过程中, 应使焊接处的基体金属处于荧荧发光的状态(似熔非熔状态),直至 堆焊完成。





 a13630899318
a13630899318
 a13630899318
a13630899318
 a13630899318
a13630899318
 a13630899318
a13630899318
 a13630899318
a13630899318
 a13630899318
a13630899318
 a13630899318
a13630899318
 a13630899318
a13630899318
 a13630899318
a13630899318
 a13630899318
a13630899318










