











| 品牌 : | 鄂江拓 | 型号 : | JT-3000/4000 |
| 用途 : | 切割 | 工作形式 : | 等离子火焰切割 |
| 驱动形式 : | 伺服电机驱动 | 电流 : | 交流 |
| 作用对象 : | 金属 | 焊接原理 : | 无 |
| 动力形式 : | 等离子 | 作用原理 : | 逆变 |
| 样式 : | 龙门式 | 加工精度 : | ±1mm |
| 保护气体类型 : | 压缩空气 | 是否二手 : | 全新 |
| 额定输入容量 : | 3KW | 负载持续率 : | |
| 产品别名 : | 数控切割机 |
一、设 备 基 本 配 置
项目 | 主要部件 | 数量 | 描述 |
1 | 主机机型 (重型拼焊横梁) | 1台 | 整机机架经过抛丸、退火和精铣处理,消除机身内应力,保证设备总体稳定性,不变形。设备整体将机械加工,平衡动力,精密传动,气控及电控相结合;依据热切割原理,机械标准设计制造而成。 |
2 | 驱动方式 | 双边同步panasonic松下伺服电机驱动 | |
3 | 机床跨度 | 5500 mm | 有效切割宽度4500 |
4 | 机床导轨长度 | 27000 mm | 有效切割长度24000 |
5 | 横向导轨 | 2根 | 高精密直线滑块轨道,德国罗斯特 |
6 | 齿轮齿条 | 1套 | 采用7级精度斜齿传动 |
7 | 纵向导轨(3米一节) | 54米 (双边) | 精加工24KG精加工(材质45Mn的原轨经过精加工;龙门刨,三面铣床,开定位基准槽,倒角处理,确保轨道精度,齿条安装精度及运行精度) |
8 | 整机驱动系统 | 4套 | Panasonic日本松下伺服电机驱动器 |
9 | 整机减速器 | 4套 | HUNPHRY精密行星减速机 |
10 | 控制系统 | 1套 | 北京斯达峰坡口专用系统SF-5210S-PK(适用于A/V型全坡口切割) |
11 | 遥控器 | 1套 | SF-RF06A斯达峰遥控器 |
12 | 抗干扰电控柜 | 1套 | 引进德国单元模块化分区技术,将复杂的控制电路进行模块化集成(防尘抗干扰能力,有效的提高机器运行的稳定性,极大的降低电控部分的故障率,方便检测及后期维护) |
13 | 等离子弧压调高 | 1套 | 昂泰AVC128-A |
15 | 等离子防碰撞装置 | 1套 | 双光电感应头 |
16 | 无限回转装置 | 1套 | 北京斯达峰定制无限回转头(机械摆动角度-45°到+45°) |
17 | 等离子电源 | 1套 | 成都华远LGK-400A等离子电源,垂直穿孔切割50mm以内低碳钢, |
18 | 等离子机用割炬 | 1把 | 精细YK-330割炬8米长1把 |
19 | 等离子水箱 | 1套 | HYW-400C高速智能冷却水机 |
21 | 火焰切割配套组件 | 1套 | 无锡隆腾B370割炬,电磁阀组件,回火防止器等 |
22 | 火焰自动点火功能 | 1套 | 高压脉冲式自动点火 |
23 | 火焰电动调高 | 1套 | 含升降体,直流电机等 |
24 | 动力系统契合压紧装置 | 3套 | LANSUN定制(中置平衡动力设计,独特的双边卡簧,保障设备运行过程中的动态平衡,增强齿轮齿条的咬合精度,防止卡死及跳齿,确保长时间平稳运行) |
25 | 动力齿轮齿条(斜齿) | 3套 | 7级精加工齿条,齿轮齿条经退火处理;有效的保障设备运行稳定及运行精度,降低磨损降噪,延长和保证设备使用性能及设备寿命 |
26 | 数控横向移动体 | 1套 | 湖北江拓智能 |
27 | 限位装置 (软硬限位双制式) | 4套 | 湖北江拓智能 |
28 | 红外对点装置 | 1套 | 湖北江拓智能 |
29 | 切割方式 | 等离子无限回转坡口切割+火焰垂直切割(可手动调节直线坡口角度) |
二.技 术 指 标
序 号 | 项 目 | 可达指标 | |
1 | 等离子切割厚度(mm) | 坡口切割35mm以内低碳钢,垂直切割50mm碳钢 | |
2 | 火焰切割厚度(mm) | 6-200mm碳钢 | |
3 | 等离子割炬升降行程(㎜) | 80mm | |
4 | 火焰割炬升降行程(㎜) | 150mm | |
5 | 坡口角度 | ±30°(因大功率等离子割炬较粗,倾斜摆动角度太大会干涉,碰到钢板) | |
6 | 坡口类型 | A/V型全坡口 | |
7 | 空运行速度(mm/min) | 50-10000mm/min | |
8 | 设定速度误差(%) | ≤±5% | |
10 | 纵向直线精度 | ±0.4mm/10m | |
11 | 直线重复精度 | ±0.4mm/10m | |
12 |
整机综合精度 (以右综合图形为准)边长(四边200╳200)
|
| |
13 | 导轨安装精度 | 1).主导轨侧面直线度:±0.4mm/10000m 2).副导轨侧面直线度:1mm/20000m 3).主导轨和副导轨纵向轨面与水平面平行度:±0.2mm/m | |
14 | 交点偏移 | 0.5㎜ | A)设备整机定位精度、重复精度:符合JB/T5102-1999标准 B)切割尺寸精度、切面质量:符合JB/T10045.3-1999标准 |
15 | 直线度 | 0.5㎜ | |
16 | 圆 度 | 0.5㎜ | |
17 | 对角线差 | ±0.5㎜ | |
18 | 回转轴定位精度 | ±1.5° | |
19 | 机器划线精度 | ≤±0.5mm | |
20 | 切割表面质量(粗糙度) (选δ=25板材) | Rz(um)=70+1.2a 目测:粗糙度12.5 | |

以上精度为整机划线精度
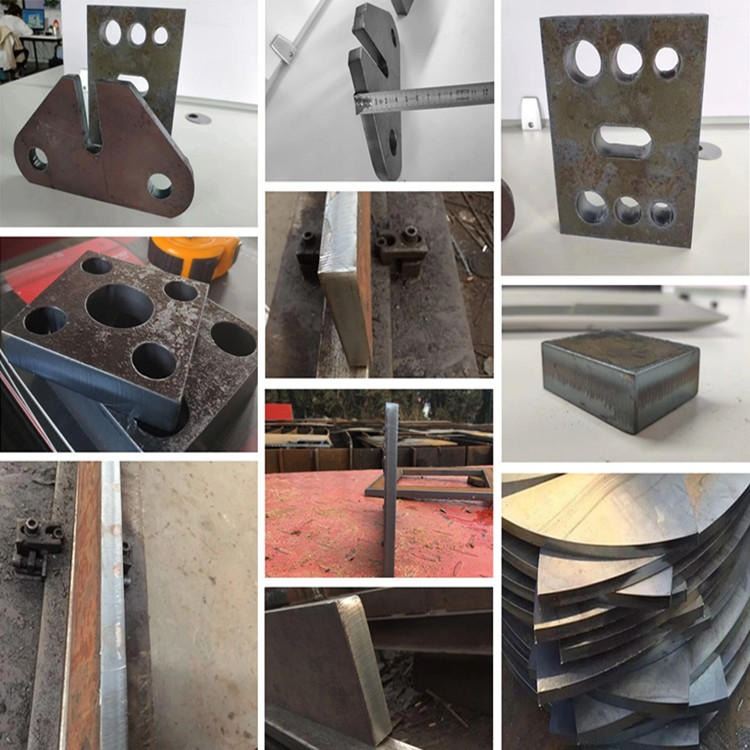
三、坡口切割概述
SF-5210S/PK系统适用于如下坡口切割:
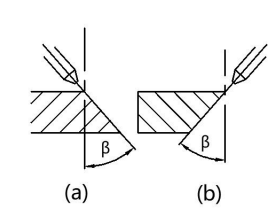
图1.1 两种坡口形式
坡口切割是3D运动,好的坡口切割要具备几个条件。
1. 机械稳定的拟合角回转头。
坡口切割不论是等离子还是火焰,功率比较大,割炬线都比较粗是个很大的隐患。我们的经验是,回转头的正常安装方法如下图。

(a)正确绕线直切 (b)正确绕线坡口模式
图1.1 回转头正确的绕线方法
回转头正确的绕线可以提供割炬范围活动范围。因为坡口向右是正角度(不会有负角度),所以线要盘在右边。
2. 基础稳定,刚性好,横平竖直的机床结构。
机床结构对厂家的要求很高,主要是基础要平稳,料架采用锯齿形的。回转头的安装一
定要有水平尺,保证横平竖直。
3. 良好的高度控制策略。
料架长时间使用后不可能平,钢板不可能平,我们采用等离子弧压控制器
适用于直切,全正斜坡口切割
6 行之有效,且简单的编程方法。
坡口的编程非常复杂,且套料软件价格昂贵。系统提供了非常简单的编程软件,只需对普通平
面套料软件生成的程序,在系统中编辑一下,该加坡口的线段加坡口,该直切的保留,不需要的
可以删掉。系统自动完成多次加工,而不需客户编一条程序。学习非常简单明了。
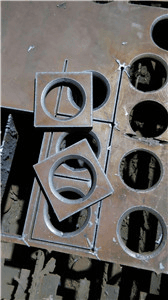
下面就是一个,将普通的外方内圆的平面加工程序,经过简单编辑编成内圆是V型坡口,四边是直切。
切割时选用网格化高度测量,对一个大钢板高度标定。选好参考点,就可以直接加工了。
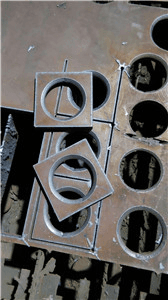

图7.2 实际切的正面 图7.3 实际切的反面
四、无线回转坡口系统介绍
SF-5210SPK
l 处理器:采用工业级ARM处理芯片;
l 显 示:15英寸彩屏液晶显示;
l 输入\输出:系统提供16路光电隔离输入,16路光电隔离输出;
l 一路RS232串口输入;
l 联动轴数:4轴;
l 速度: < 24米/分
l 脉冲当量:灵活调整,电子齿轮分子,分母(1~65535)可选;
l 存储空间:4GB超大用户程序存储容量,加工程序不受限制;
l 工作温度: 0℃ ~ +40℃;储存温度 : -40℃ ~ +60℃ ;

可以进行平面切割和坡口切割。
l 该系统高可靠设计,具有抗等离子干扰,防雷击,浪涌的能力。
l 实用的火焰/等离子切割工艺,等离子加工时,自动完成拐角速度控制,和调高器控制。
l 具有割缝补偿功能,并检测程序中补偿是否合理,作出相应报告,供用户选择;
l 断点恢复,自动断电恢复功能,断点自动记忆;
l 任意选段和选穿孔点加工功能;
l 具有适用于厚板的外延穿孔功能, 和适合薄板的搭桥功能;
l 回退,选段,断点恢复中,可任选穿孔位置等功能,极大方便用户的操控;
l 随时可以转移切割;
l 采用了特殊的小线段处理功能,行走流畅,可广泛的应用于金属下料及广告、铁艺等;
五、无限回转坡口切割装置
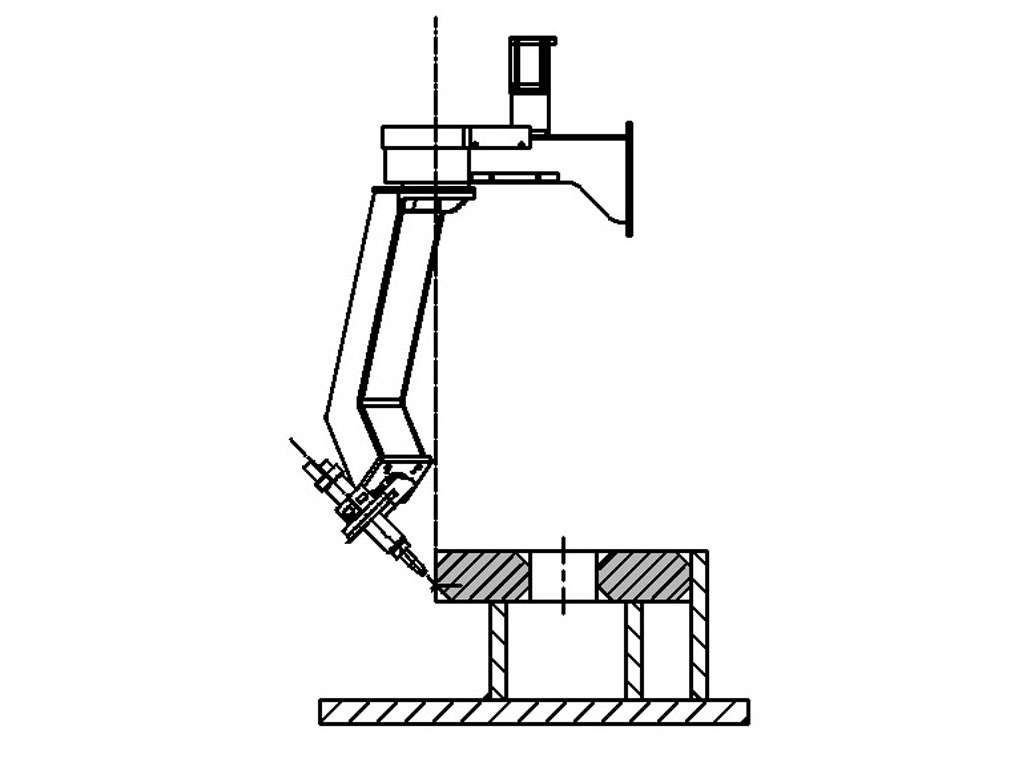
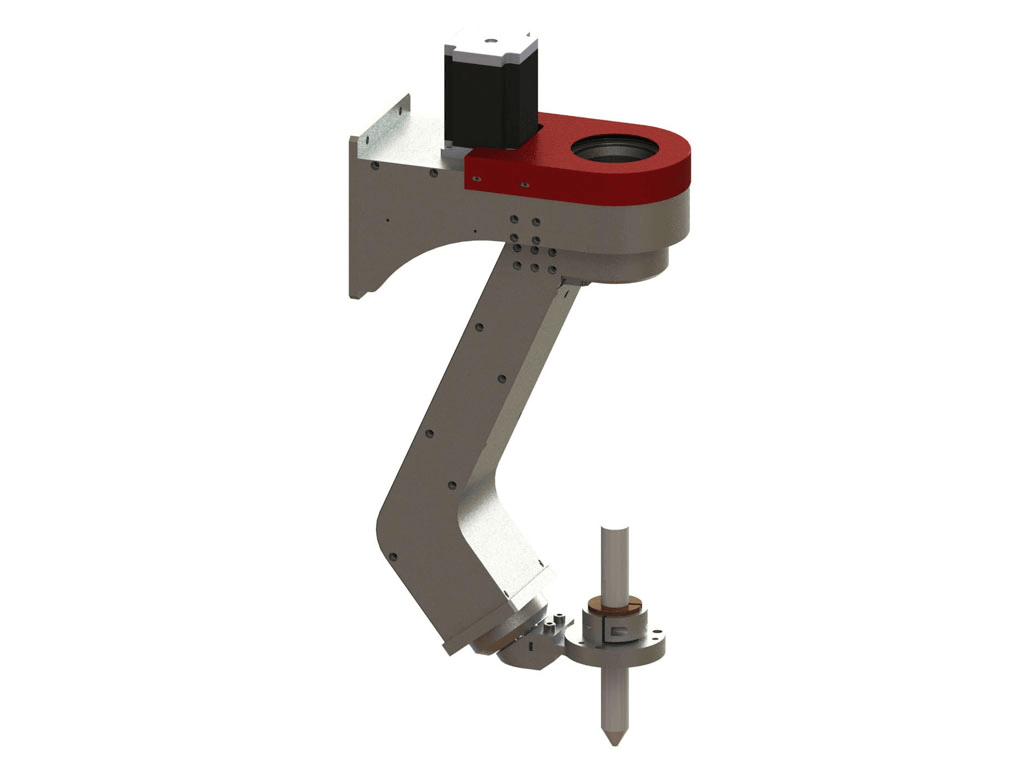
● 可以切割从-30°到+30°的任意坡口。等离子割炬在三个轴上运动,从而确保精确的坡口角度。一套专用的等离子弧压传感器,确保了割炬和切割材料表面保持精准的高度。
● 与CNC数控系统联合使用,确保变坡口切割的切割精度和质量。高度集成的切割工艺参数确保切割过程平稳运行。
● 可以切割6-50mm厚度的材料。
● 确保了切割精度和易损件的长寿命。
主要功能:
● 坡口切割角度从-30°到+30°
● “A”“V”型全坡口的切割
● 喷嘴和电极使用的寿命长
● 割炬碰撞保护,双光电感应头
● 接触式初始高度控制
● 低成本维护





 jt123
jt123
 jt123
jt123
 jt123
jt123
 jt123
jt123
 jt123
jt123
 jt123
jt123
 jt123
jt123
 jt123
jt123
 jt123
jt123
 jt123
jt123










