
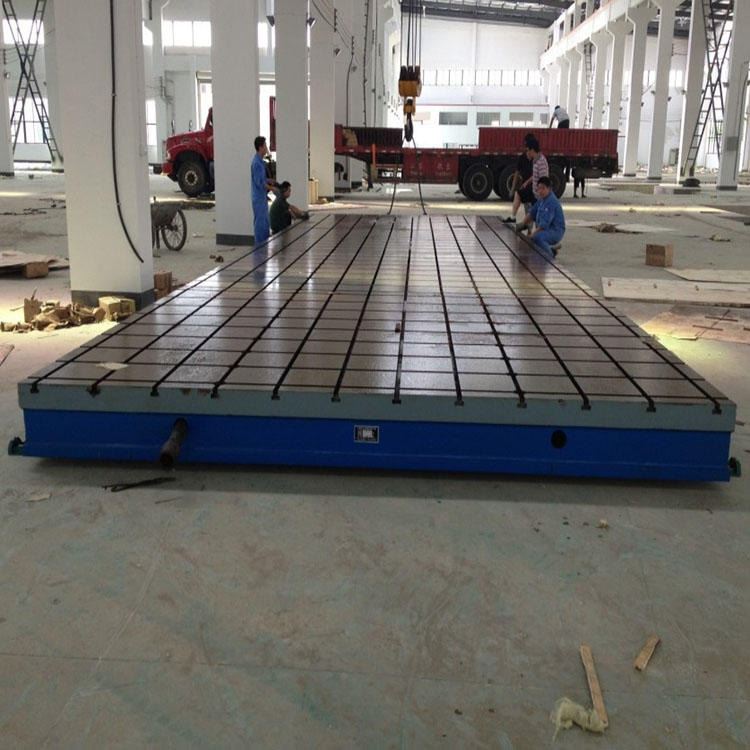












| 品牌 : | 上源 | 型号 : | 齐全 |
| 类型 : | 铸铁平板 | 精度 : | 1/2/3级 |
| 加工定制 : | 是 | 材质 : | HT250 |
| 工作面硬度 : | HB200 |


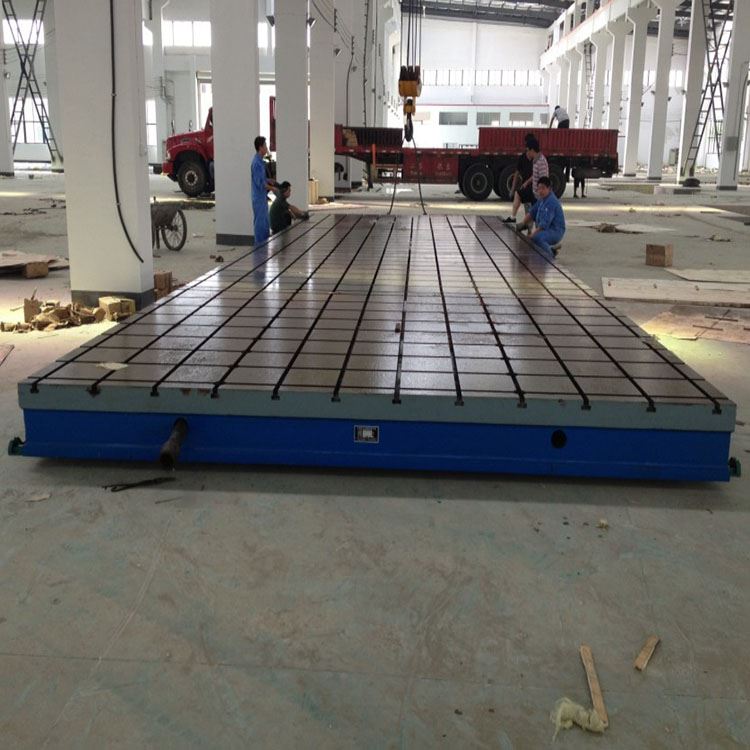


大型机床铸件的内在质量主要指机床铸件的化学成分、物理性能、机械性能、金相组织以及存在于机床铸件内部的孔洞、裂纹、夹杂、偏析等情况;机床铸件的使用质量指机床铸件在不同条件下的工作长时间能力,包括、耐激冷激热、疲劳、吸震等性能以及被切削性、可焊性等工艺性能。大型机床铸件质量对机械产品的性能有很大影响。例如,机床铸件的性和尺寸稳定性,直接影响机床的精度保持寿命大型机床铸件由于制造工艺的特别性,大型机床铸件表面容易锈蚀,生锈后很难处理,如不引起重视,不但工件的防锈蚀能力较差,装饰性也不好。很多企业在对大型机床铸件提出较高的耐蚀性要求的同时,根据大型机床铸件不同的工作条件,要求对大型机床铸件(铸铁,铸钢)进行常温发黑,磷化处理和其它特别的防锈处理。大型机床铸件的表面防锈处理越来越受到人们的重视,这也是我们在机械加工和设备维修时常常要遇到的问题。
下面,介绍一下机床铸件加工工艺特点:
一、磨削速率不错。砂轮相对工件作高速旋转,一般砂轮线速度达35m/s,约为普通刀具的20倍以上,机床可获得较高的金属切除率。随着磨削新工艺的出现,磨削加工的速率进一步提升,在某些工序已取代车、铣、刨削,直接从毛坯上加工成形。同时,磨粒和工件产生强烈的摩擦、急剧的塑性数控机床变形,因而产生大量的磨削热。
二、能获得机床很高的加工精度和很低的表面粗糙度。每颗磨粒切去切屑层很薄,一般只有几微米,因此表面可获得高的精度和低的表面粗糙度。一般精度可达IT6~IT7,表面粗糙度足0.08—0.051xm;高磨削可达到高,故磨削常用在精加212/]2序。






 syjx888
syjx888
 syjx888
syjx888
 syjx888
syjx888
 syjx888
syjx888
 syjx888
syjx888
 syjx888
syjx888
 syjx888
syjx888
 syjx888
syjx888
 syjx888
syjx888
 syjx888
syjx888










