











| 品牌 : | 君科智能 | 型号 : | JK-L4300 |
| 类型 : | 等离子切割机 | 电流 : | 交流 |
| 控制方式 : | 数控 | 驱动形式 : | 电动 |
| 用途 : | 金属板材切割 | 频段 : | 高频 |
| 切割厚度 : | 200 | 作用对象 : | 金属 |
| 作用原理 : | 逆变 | 等离子源 : | 华荣 |
| 频率 : | 50Hz | 输入电压 : | 220V |
| 额定输入电源容量 : | 15kVA | 输出电流调节范围 : | 100 |
| 空载电压 : | 220 | 额定负载持续率 : | 95 |
| 功率 : | 3000 | 功率因素 : | 3000 |
| 效率 : | 95% | 绝缘等级 : | B |
| 外壳防护等级 : | B | 安装占地 : | 3300*6500 |
| 外形尺寸 : | 3300*8000 | 工具净重 : | 1000 |
(1)主要性能:
仓储式销售!急单当天可发货!
销售热线:
1.不需编程
⑴异形件加工:CAD图形直接用套料软件转化成切割加工G代码,系统配U盘接口,G代码经U盘转入切割机。简单图形可以直接在数控系统的图库中调入编辑。
2.两用
可根据用户所需配成等离子和火焰两种切割方式。
3.操作维护
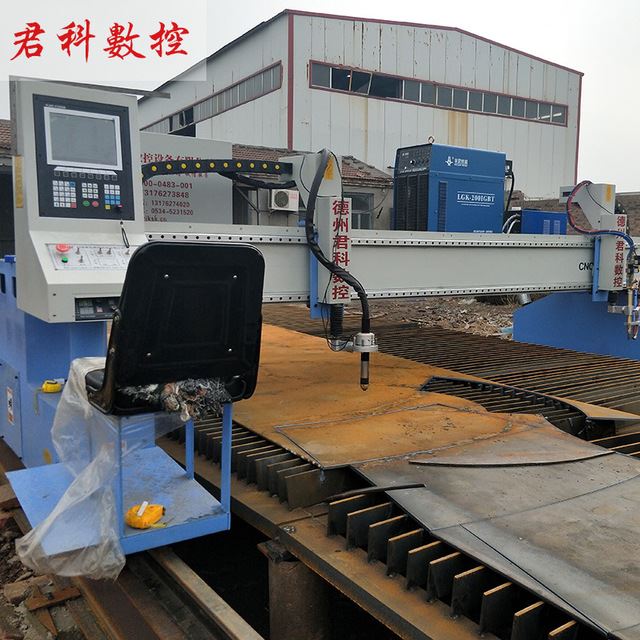
配10.4寸VGA液晶显示器,全部采用汉字显示(还可根据用户需求,配备英文、俄文等多种语言版本)。显示器下方随时提示各项操作方法,操作人员只需简单培训,即可进行各项操作,使用非常明了方便。
4.具有割缝自动补偿功能
5.可进行原轨迹回退加工操作
6.可进行断电回复操作
7.可辅助套料及自动排序,从而实现连续批量切割
8.系统可靠性高,可故障自诊断
9.拐弯处可自动减速,从而更好地提高了切割质量
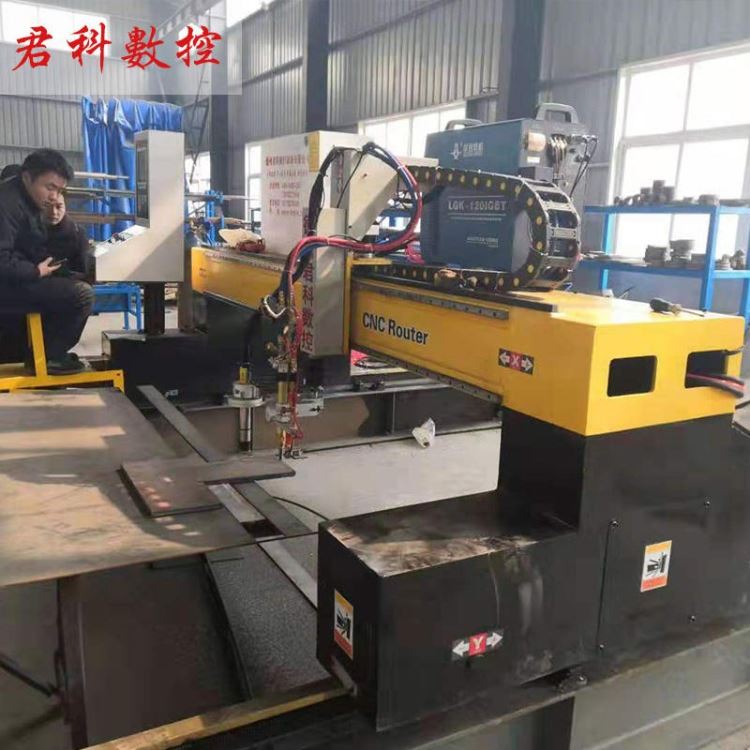
◆ 整机采用台式龙门结构,双边驱动,X轴轨道采用精密双轴心导轨,传动系统采用精密齿轮齿条传动,运行稳定。Y轴轨道采用数控切割机专用轨道,保证了设备运行的稳定性。
◆ 横梁、侧板及所有运动结构件,全部采用钢板焊接构造、精铣制成,具有强度大、惯量轻等特点,既保证了机床的高强度,又有效地避免了由于高惯量带来的切割定位不稳定的问题。具有强度大、精度高、不易变形等特点。
◆ 采用JK-200I精密弧压调高控制系统,切割时能随钢板高低不平而自动调高,保证了切割质量。结构设计科学,有效避免了因反应速度无法配合高速切割而造成的撞现象。
2.1机械部分
2.1.1 | 主机跨距 | 3000mm |
2.1.2 | 纵向导轨长度 | 8000mm |
2.1.3 | 数控等离子割炬 | 1组 |
2.1.4 | 弧压调高装置 | 1组 |
2.1.5 | 火焰割炬 | 1组 |
2.1.6 | 自动点火装置 | 1组 |
2.1.7 | 驱动方式 | 双边驱动 |
2.1.8 | 管路传动方式 | 横向拖链、纵向拖链 |
2.1.9 | 集气控制系统 | 1套 |
2.1.10 | 系统、操作台方向 | 具体按用户要求 |
2.1.11 | 采购方负责部分 | 切割平台、沉重梁制作,安装场地水泥基础、纵向管路的传动等基础工作的施工将由需方安装,供方提供图纸指导 |
2.2电控部分
2.2.1 | 数控系统 | 上海交大F2300B |
2.2.2 | 等离子电源 | 根据客户要求 |
2.2.3 | 驱动系统/伺服电机 | 混合伺服 |
2.2.4 | 精密行星减速机 | HUWPERY |
2.2.5 | 自动编程、套料软件 | Starcam |
3、机器主要技术指标
3.1 | 切割宽度 | 单位mm | 2300 |
3.2 | 切割长度 | 单位mm | 6500 |
3.3 | 火焰切割厚度 | 单位mm | 6-200mm |
3.4 | 等离子切割厚度 | 单位mm | 40mm |
3.6 | 割炬升降距离 | mm | 200mm |
3.7 | 整机运行速度 | mm/min | 10000 |
3.8 | 设定速度误差 | ±5% | |
3.9 | 自动调高精度 | mm | ±1.0mm |
3.10 | 纵向直线精度 | ±0.2mm | |
3.11 | 整机综合精度 (以右综合图形为准)边长(四边)1000╳1000 划线速度500-800mm/min | ||
3.12 | 边长(四边) | mm | ±0.5mm |
3.13 | 对角线误差|AD-BC| | mm | ±0.5mm |
3.14 | 回原点偏差 | mm | ±0.2mm |
3.15 | 交点偏差 | mm | ±0.5mm |
3.16 | 顺逆直线偏差 | mm | ±0.2mm |
3.17 | 切割表面质量(粗糙度)(选δ=25板材) | Rz(um)=70+1.2a目测:粗糙度12.5 | |
3.18 | 垂直度和倾斜度公差 | μ(mm)=0.4+0.015a工具:角度尺 | |
3.19 | 直角度 | mm | 对角误差±0.3mm |
3.20 | 行走不直度 | mm/有效长度 | 纵向±0.2mm/有效长度 横向±0.2mm/有效长度 |
3.21 | 割炬角度误差 | 度 | ±0.5º |
3.22 | 设备噪音 | 分贝 | 80分贝 |
4、机器工作条件
4.1 | 电源电压/频率 | 3×380v±10/50Hz 220v±10/50Hz |
4.2 | 输入功率 | 3KW |
4.3 | 压缩空气 | 干燥、无油;压力:0.8Mpa 流量: 1.0 m3/h |
4.4 | 燃气种类 | |
4.5 | 环境温度 | 0-50 |
4.6 | 相对湿度 | <90无冷凝 |
4.7 | 周边环境 | 通风. 5米内无较大冲击 |
4.8 | 地震等级 | 按六级设防 |
5、机身各部件介绍
设备各部件名称 | 图片 | 详细介绍 |
纵向驱动控制系统 | 纵向采用双边齿轮齿条啮合驱动,配上高精度 减速机,加上速度和位置反馈,实现高精确定位传动。 | |
横向驱动控制系统 | | 采用高精度双轴芯导轨,通过钢丝装置在主从割炬之间实现同像和镜像平稳移动。 |
气路传动方式 | | 在机器纵向移动方向上有很多工作电缆、接地电缆和气源,这样纵向移动负载很大,这将会影响机器的运行平稳性和可靠性,采用了拖链随动机构,保证了管路整洁,并能减少机器在高速拐湾时的过冲倾向。防止因为切割运动时高速切割行走对管路造成的磨损,同时可以节余不必要的管路长度。 |
导轨 | 纵向导轨采用高强度重负荷精加工的重型铁路导轨制成,顶面和两侧面都经专用磨床精密加工而成。横向导轨采用进口精密冷拔型材经精密加工后使用。在导轨外侧面装置了热处理过的重负荷齿条。保证了传动的高精度和长寿命。从而保证了切割机整个工作期间的高精度和稳定。 | |
自动点火装置 | 自动点火取代笨拙的人工点火 | |
数控机架 | 整体机身采用龙门铣一次性加工成型,支腿采用镗床一次加工而成,配合严谨的装配标准工艺,确保每一台机床的切割精度。 机架重1500Kg,严格按照标准重型结构设计加工而成。 |
6、主要器件介绍
序号 | 产品部件名称 | 型号和规格 | 基本功能指标 |
1 | 数控控制系统 | 上海交大F2300B | 功能齐全,性能稳定,可对工件进行割缝补偿。 |
2 | 自动编程套料软件 | StarCAM | 割缝补偿、等离子桥接、火焰共边连割、尖角处理、CAD分图层切割、文字标注等功能 |
3 | 驱动系统/电机 | 混合伺服 | 国内 品牌,精确的速度控制,转矩速度特性很硬,原理简单、使用方便,价格优势 |
4 | 行星减速机 | HUWPERY | 高度的可靠性,高性能数据,结构紧凑,重量轻 |
5 | 电磁阀 | 亚德客 | 耐高温,稳定,封闭性好 |
6 | 屏蔽柔性电缆 | 易初 | 使用寿命长,抗干扰能力强 |
7 | 电器开关及继电器 | 施耐德 | 性能稳定 |
8 | 横向导轨 | 凯亚德 | 浙江双轴心导轨 |
9 | 割炬升降装置 | 君科 | 升降电机,丝杠,双圆柱直线滑动导轨 |
10 | 数控机架 | 君科 | 钢板焊接重型龙门结构 |
11 | 火焰割 | WLX370-Φ30 | 快速割,使用寿命长 |
12 | 自动点火装置 | WLXD-Φ30 | 代替人工点火,效率 |
13 | 防止回火装置 | 有效防止回火造成的安全隐患 | |
14 | 等离子电源 | 华荣LGK400 | 大品牌、100负载率 |
15 | 等离子割 | 泛洋 | 精密切割,切割质量好 |
16 | 工业冷却水箱 |
7、主要备品备件、随机文件清单
·提供一套技术资料
·提供一套操作手册
·提供一套整机基础安装图
·提供安全操作规程一套
8、机床装机现场客户场地条件要求(由客户在设备到达前准备完毕)
序号 | 内 容 |
1 | 下列条款不属于供货范围,客户可根据自身需求可单独自行配置 1.安装导轨的基础如沉重梁、水泥混凝土基础等(按照制造商提供基础图要求用户自己制作)。 2.切割平台(按照制造商提供基础图要求用户自己制作)。 3.纵向管路拖链支架(按照制造商提供基础图要求用户自己制作)。 4.初级电源接线及等离子电源接线(按照制造商提供的要求用户提供)。 5.初级供气 (按照制造商提供的要求用户提供)。 |
2 | 供电容量: 不低于 15 KVA |
3 | 数控系统及电器控制柜供电要求: 1.电压 AC220V 单相 ±10 2. 频率 50Hz 3. 功率 3 kw 其他要求: (1)三相电压稳定度小于±5 (2)三相电源不平衡度小于 2.5 (3)达不到上述电源要求建议使用稳压电源。
|
5 | 切割板材:光滑、平整、轧制均匀,达到ISO或国内宝钢公司标准。 |
6 | 数控切割机装机场地及环境要求: (1)温度要求:-40-50(2) 湿度要求:<90无冷凝 (3)场地应充分满足设备放置需要,建议对等离子电源进行隔断,避免等离子电源对系统的干扰。 |
7 | 设备操作人员应具备高中或中专以上文化水平,应具有操作电脑及一般数控机床的经验;设备应配备一台编程电脑。 |





 jksk4841
jksk4841
 jksk4841
jksk4841
 jksk4841
jksk4841
 jksk4841
jksk4841
 jksk4841
jksk4841
 jksk4841
jksk4841
 jksk4841
jksk4841
 jksk4841
jksk4841
 jksk4841
jksk4841
 jksk4841
jksk4841










