










| 品牌 : | 劢准 | 型号 : | MZ-F106 |
| 加工定制 : | 是 | 产品规格 : | 10组 |
| 外形尺寸 : | 970×500×1100mm | 重量 : | 45KG |
| 产品用途 : | 适用于压敏胶粘带胶粘制品进行持粘性测试 | 荷 重 : | 1kg,10只 |
| 测定片数 : | 10组,分别计时 | 电池式计时器 : | 1-999,999min |
| 温度 : | 恒温(常温-200℃范围) | 试验尺寸 : | 25mm×100mm |
| 温度精度 : | ±1 ℃ | 控制方式 : | 微电脑P.I.D.自动温度控制 |
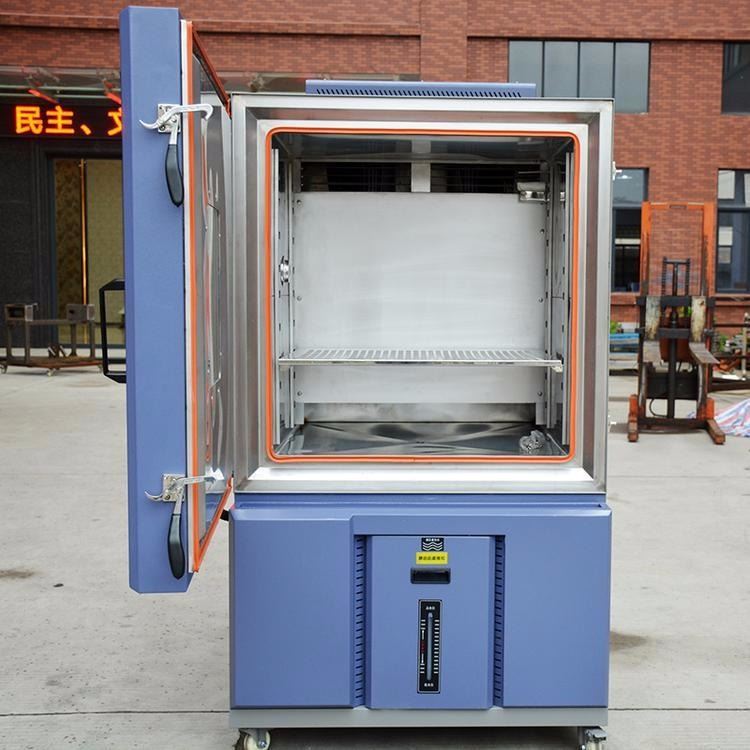
MZ-F104胶带保持力试验机

本系列产品温度控制精度高、稳定性可靠。胶带试片在热温环境中,测试其胶带粘着时间。
满足标准
GB/T 4851、JIS Z0237,CNS 11888,PSTC-7
技术参数
1、温度:恒温(常温-200℃范围)
2、标准砝码:1000g±10g(含加载板、砝码
及两者的连接销)*10组
3、试验钢板:304不锈钢钢片10片
4、加载钢片:304不锈钢钢片10片
5、试验尺寸:25mm×100mm
6、计时器:10组、99H99min99S
7、控制方式:微电脑P.I.D.自动温度控制演算
8、温度显示: 1 ℃
9、温度控制精度: ±1 ℃
10、升温方式:热风循环
11、安全装置 : 设有超温及电热过载自动断电保护设施
12、机台材质: 内部304不锈钢板,外部高 级钢板烤漆处理
13、内箱尺寸:450×350×450mm
14、外形尺寸:970×500×1100mm
15、重 量:45kg
试样制备
1、除去胶粘带试卷外层的3~5 圈胶粘带后,以约300 mm/min的速率解开试样卷(对片状试样也以同样速率揭去其隔离层),每隔200mm左右,在胶粘带中部裁取宽25 mm,长约100 mm的试样。除非另有规定,每组试样的数量不少于三个;
2、试样解卷后,除拉伸变形较大时,允许有不大于3min放时间外,一般应立即裁取试样,进行测试。试样的粘贴部位不允许接触手或其他物体。状态调节和试验环境;
3、状态调节:制备试样前,试样卷(片)应除去包装材料,互不重叠在在温度为23℃±2℃,相对湿度为 65%±5%的条件下放置2h以上;
4、试验环境:接有关产品标准的规定执行。
辊压装置 (选配)
1、压辊是用橡胶覆盖的直径为84±1mm,宽度为45mm的钢轮子;
2、橡胶硬度(邵尔A型)为80°±5°,厚度6mm;
3、压辊质量为2000±50g。
实验步骤
1、用擦拭材料沾清洗剂擦洗试验板和加载板,然后用干净的纱布将其仔细擦干,如此反复清洗三次以上,直至板的工作面经目视检查达到清洁为止。清洗以后,不得用手或其他物体接触板的工作面;
2、在温度23℃±2℃,相对湿度65%±5%的条件下,按图2规定的尺寸,将试样平行于板的纵向粘贴在紧挨着的试验板和加载板的中部。用压辊以约300 mm/min的速度在试样上滚压。注意滚压时,只能用产生于压辊质量的力,施加于试样上。滚压的次数可根据具体产品情况加以规定,如无规定,则往复滚压三次;
3、试样在板上粘贴后,应在温度 23℃±2℃,相对湿度 65%±5%的条件下放置20 min。然后将试验板垂直固定在试验架上,轻轻用销子连接加载板和砝码。整个试验架置于已调整到所要求的试验环境下的试验箱内。记录测试起始时间;
4、到达规定时间后,卸去重物。用带分度的放大镜测出试样下滑的位移量,精确至0.1mm;或者记录试样从试验板上脱落的时间。时间数大于等于1h的,以min为单位,小于1h的以s为单位;
5、试验结果以一组试样的位移量或脱落时间的算术平均值表示。





 liao15050225441
liao15050225441
 liao15050225441
liao15050225441
 liao15050225441
liao15050225441
 liao15050225441
liao15050225441
 liao15050225441
liao15050225441
 liao15050225441
liao15050225441
 liao15050225441
liao15050225441
 liao15050225441
liao15050225441
 liao15050225441
liao15050225441
 liao15050225441
liao15050225441










