

-
¥620.00/套
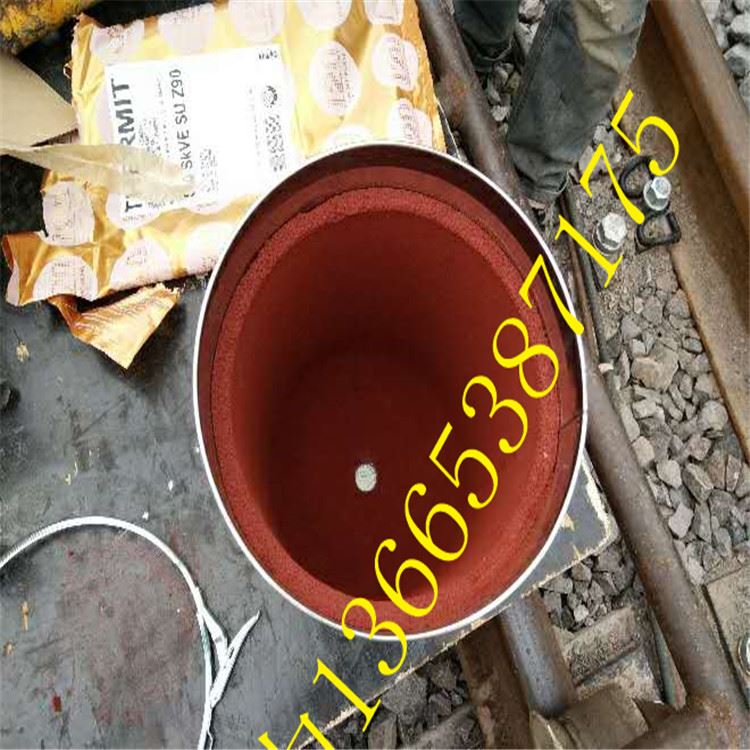
- A75轨道铝热焊接材料Q355C轨道铝热焊接材料30kg钢轨铝热焊接材料行车轨道热熔焊铝热焊38型
-
2023-09-27
982
- 品牌:丰力
- 起订:1套
- 总量:10000套
-
泰安丰力起重机械有限公司
共15款产品
- 进店
| 加工定制 : | 是 | 品牌 : | 丰力 |
| 型号 : | A75型 Q355C型 30kg型 | 牌号 : | 铝热焊 |
| 焊粉成份 : | 铝焊粉 | 熔点 : | 1200度 |
| 适用范围 : | 钢轨焊接 | 工作温度 : | 10度-33度 |
| 规格 : | 20kg-30kg | 合金组份 : | 合金铝粉氧化铁 |
| 颗粒度 : | 0.01 |
钢轨铝热焊接技术在起重机轨道上应用
起重机一般为双梁轨结构,行车在桥主梁的轨道上运行。我国设计的行车主梁的轨道一般为分段有间隙机械连接,即按供货长度在接口处进行适当地打磨或加工,靠紧对接而成,这种不焊成整体的轨道接头产生的冲击载荷对普通箱形结构主梁,则会造成主梁承轨纵向角焊缝开裂,而对偏轨箱形主梁或工字形主梁,则会造成主梁承轨纵向角焊缝的开裂。为减少和消除这些危害,即采用焊接整体轨道来替代分段机械连接式接口。对于钢轨的无缝焊接,目前,我国主要采用气压焊接触电阻焊,手工电弧焊和铝热焊。其中,铝热焊已被国内外认为是一种现场焊接方法。其特点是:设备简单,操作方便,效率高工作条件适应性强,质量稳定可靠。
将铝热焊接技术应用于各厂矿天车、龙门吊轨道的QU70、80、100、120及24、38、43、60、70kg/m等型号起重机轨接头的焊接,焊后静弯断负荷以及焊缝硬度等均符合同类型钢轨焊后机械性能要求。采用这种铝热焊接工艺,其较大特点是待焊轨头不需作特殊处理,整个焊接过程的质量控制均由预热时间、氧气流量、液化气压力的固定参数作保证,易于操作人员直接掌握,不受其它因素影响。单个轨头整个施焊过程完毕需约1小时,相对于其它焊接方法省时、省工。
优点:
1、消除了大车运行中的冲击轨道的危害。
2、运行平衡,避免了许多设备事故。
3、大车运行速度可以得到。
4、消除了接头冲击所造成的振动噪音,改善了工作环境。
5、降低了维修费用,可节省50%以上费用。







-
免责声明:
以上所展示的A75轨道铝热焊接材料Q355C轨道铝热焊接材料30kg钢轨铝热焊接材料行车轨道热熔焊铝热焊38型供应信息由泰安丰力起重机械有限公司自行提供,A75轨道铝热焊接材料Q355C轨道铝热焊接材料30kg钢轨铝热焊接材料行车轨道热熔焊铝热焊38型信息内容的真实性、准确性和合法性由发布企业泰安丰力起重机械有限公司负责,工品联盟网仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站信息涉嫌抄袭侵权/违法违规内容,请联系举报,一经查实,本站将立刻删除。
工品联盟网不涉及用户间因交易而产生的法律关系及法律纠纷,纠纷由您自行协商解决。
-
友情提示:
本网站仅作为用户寻找交易对象,就产品和服务的交易进行协商,以及获取各类与贸易相关的服务信息平台。为保障您的利益,避免产生购买风险,建议您在购买相关产品前务必确认供应商的资质及产品质量,优先选择认证VIP会员产品进行在线担保交易。过低的价格、夸张的描述以及私人银行账户转账等都有可能是虚假信息,请采购商谨慎对待,谨防欺诈。
您尚未登录,点击登录后可查看企业联系方式
点击登录>推荐产品
-

-
上海天地1620型采煤机配件厂家丰力订做上海天地375型、465型、1620型、1860型、1380型采煤机配件生产销售
¥85.00
-

-
丰力牌 1T定柱式旋臂吊 生产定做 立柱式悬臂吊起重机
¥3200.00
-

-
铝热焊剂厂家丰力销售钢轨铝热焊剂轨道铝热焊剂轨道焊接铝热焊材料施工
¥400.00
-

-
泰安丰力厂家轨道无缝焊接QU100型钢轨铝热焊接材料轨道铝热焊接轨道施工焊接各种企业轨道焊接价格
¥460.00
-

-
上海天地710型采煤机摇臂上海天地700型行走轮采煤机行走轮导向滑靴厂家丰力订做销售
¥79.00
-

-
厂家丰力订做上海天地1380型采煤机配件上海天地1380型采煤机摇臂行走轮滚筒导向滑靴
¥87.00
-

-
钢轨铝热焊 p43型铝热焊剂 QU80型钢轨铝热焊 QU100钢轨焊接材料丰力厂家材料型号齐全
¥450.00
-

-
上海天地采煤机配件厂家丰力生产订做上海天地700型采煤机销轴组件710型采煤机配件行走轮驱动轮行走箱
¥420.00
-
-
A75轨道铝热焊接材料Q355C轨道铝热焊接材料30kg钢轨铝热焊接材料行车轨道热熔焊铝热焊38型
¥620.00
-

-
厂家丰力生产采煤机配件采煤机左摇臂采煤机右摇臂采煤机行星机构采煤机行星减速器采煤机滑靴采煤机行走轮组件
¥97.00
-

-
上海天地465型采煤机配件厂家丰力订做销售上海天地465型采煤机滑靴上海天地465型采煤机行走轮
¥78.00
-

-
丰力厂家订做上海天地采煤机配件采煤机齿轮泵采煤机行走轮采煤机驱动轮采煤机行星架采煤机导向滑靴采煤机电机轴
¥89.00
- 更多分享
- 您正在分享
A75轨道铝热焊接材料Q355C轨道铝热焊接材料30kg钢轨铝热焊接材料行车轨道热熔焊铝热焊38型
- 扫一扫访问当前网页