-
¥230.00/公斤
- 瑞佳焊材 HS111钴基焊丝 ERCoCr-A钴基合金焊丝 钴基焊丝 堆焊焊丝
-
2023-10-14
778
- 品牌:瑞佳
- 起订:100公斤
- 总量:99999公斤
-
南宫市瑞佳耐磨材料有限公司
共5款产品
- 进店
| 品牌 : | 瑞佳 | 型号 : | ERCoCr-A |
| 牌号 : | HS111 | 产地 : | 河北 |
| 类型 : | 钴基合金焊丝 | 材质 : | 合金焊丝 |
| 焊芯直径 : | 1.2-1.6-2.0-2.5-3.0 | 药皮性质 : | 碱性焊条 |
| 直径 : | 1.2-1.6-2.0-2.5-3.0 | 长度 : | 盘丝 |
| 焊接电流 : | 80-110A | 电流幅度 : | 30A |
| 熔点 : | 900℃ | 工作温度 : | 1000-1200℃ |
| 适用范围 : | 广泛 | 硬度HRC : | 45 |
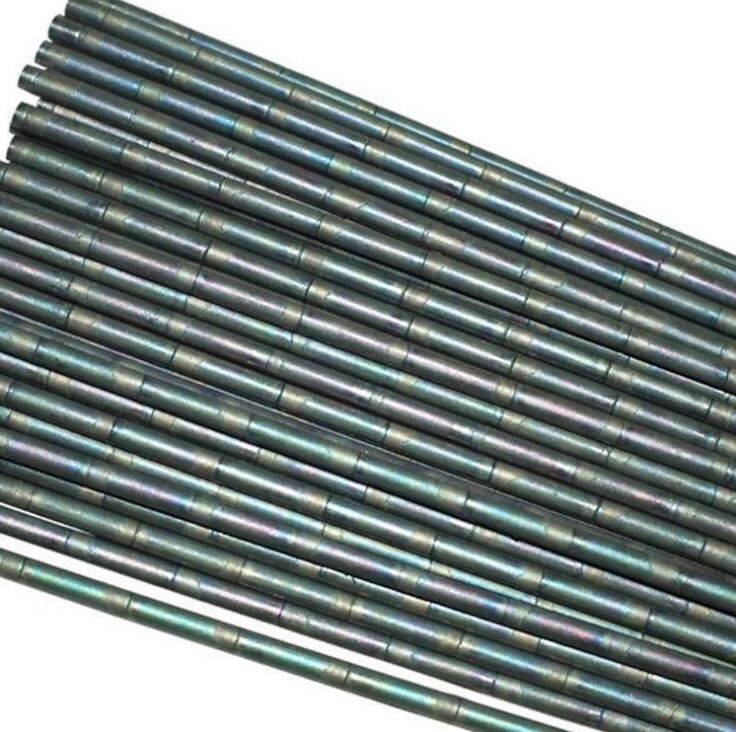
HS111钴基焊丝 ERCoCr-A钴基合金铸棒
标准:AWS A5.21:2001 ERCoCr-A说明: 碳及钨含量适中,韧性较好。在800以下的相当宽的温度范围内,具有良好的 抗冲击和抗粘着磨损性能。可进行机加工。用途:用于高温且及耐蚀的工况条件下要求保持良好性能的场合。如汽车、内燃机气门、高温高压阀门、热剪切刀刃、热锻模等同时经受冲击和高温场合以及轴承的内、外环等的栈焊。常温硬度:HRC40-46施焊方法:采用氧-乙炔碳化焰和钨极氩弧焊进行栈焊。
注意事项:
1、焊条焊前须经150左右烘焙1小时。
2、宜采用小电流、短弧栈焊,以避免增加母材的熔深,降低栈焊合金的性能。
3、根据母材的种类和工件大小,可选择350-500的预热温度和350的层间温度进行栈焊。
4、根据工况条件一般选择600-750,保温1-2小时后随炉缓冷,或将工件置于干燥和预热的沙缸或草灰中缓冷。
钴基合金铸棒 钴基焊丝直径2.8-8.0mm的钴基系列合金,产品成分均匀,无偏析,杂质含量少,表面光洁,直径公差小,长度可自由选择,适用于氧乙炔焊和钨极氩弧焊工艺。

-
免责声明:
以上所展示的瑞佳焊材 HS111钴基焊丝 ERCoCr-A钴基合金焊丝 钴基焊丝 堆焊焊丝供应信息由南宫市瑞佳耐磨材料有限公司自行提供,瑞佳焊材 HS111钴基焊丝 ERCoCr-A钴基合金焊丝 钴基焊丝 堆焊焊丝信息内容的真实性、准确性和合法性由发布企业南宫市瑞佳耐磨材料有限公司负责,工品联盟网仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站信息涉嫌抄袭侵权/违法违规内容,请联系举报,一经查实,本站将立刻删除。
工品联盟网不涉及用户间因交易而产生的法律关系及法律纠纷,纠纷由您自行协商解决。
-
友情提示:
本网站仅作为用户寻找交易对象,就产品和服务的交易进行协商,以及获取各类与贸易相关的服务信息平台。为保障您的利益,避免产生购买风险,建议您在购买相关产品前务必确认供应商的资质及产品质量,优先选择认证VIP会员产品进行在线担保交易。过低的价格、夸张的描述以及私人银行账户转账等都有可能是虚假信息,请采购商谨慎对待,谨防欺诈。
您尚未登录,点击登录后可查看企业联系方式
点击登录>推荐产品
-
-
瑞佳焊材 大桥镍基焊条 Ni112镍基焊条 ENi-1镍基合金焊条 纯镍焊条
¥233.00
-
-
大桥镍基焊条 Ni327镍基焊条 ENiCrFe-9镍铬铁合金焊条 镍基合金焊条 瑞佳焊材
¥246.00
-

-
斯米克纯镍焊条 Z308纯镍铸铁焊条 Z408纯镍铸铁焊条 Z508镍铜铸铁焊条 瑞佳焊材
¥120.00
-
-
瑞佳焊材 HS111钴基焊丝 ERCoCr-A钴基合金焊丝 钴基焊丝 堆焊焊丝
¥230.00
-

-
供应全国 Z508铸铁焊条 EZNiCu-1铸铁焊条 ENiCu-B铸铁焊条 瑞佳 镍铜铸铁焊条
¥145.00
- 更多分享
- 您正在分享
瑞佳焊材 HS111钴基焊丝 ERCoCr-A钴基合金焊丝 钴基焊丝 堆焊焊丝
- 扫一扫访问当前网页