
-
¥74.00/支
- 来宝精工CNC数控机床复合丝锥,东莞市来宝精密工业有限公司
-
2023-09-07
425
- 品牌:来宝精工
- 起订:1支
-
东莞市来宝精密工业有限公司
共19款产品
- 进店
| 品牌 : | 来宝精工 | 系列 : | 复合丝锥 |
| 制式 : | 公制 | 材质 : | 高速钢 |
| 螺纹类型 : | 细牙螺纹 | 螺距 : | 0.5 |
| 螺纹代号 : | 机用丝锥 | 丝锥样式 : | 直槽 |
| 功能 : | 内排屑 | 尺寸 : | M1-M30 |
| 公称直径 : | 1-30 | 适用范围 : | 机用 |
| 产品认证 : | 内部认证 | 小包装数 : | 1 |
| 总长(mm) : | 100 | 物料编号 : | 高速钢 |
| 螺纹公差等级 : | 0.01 | 产品重量(kg) : | 0.2 |
| 有用长度(mm) : | 40 | 通孔/盲孔 : | 盲孔 |
| 容屑槽数 : | 3 | 螺纹直径尺寸 : | M1-M30 |
| 内冷 (无/轴向/径 : | 内冷 | 柄部直径x方身 : | M1*0.75 |
| 切削锥长度类型 : | 标准长 | 精度 : | 0.01 |
CNC数控机床复合丝锥,东莞市来宝精密工业有限公司
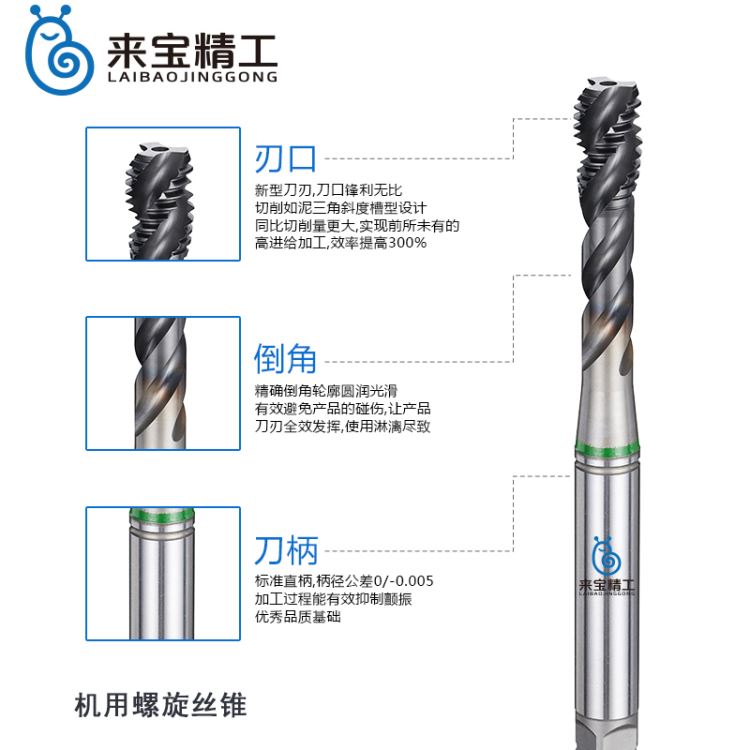
丝锥为一种加工内螺纹的刀具,按照形状可以分为螺旋丝锥和直刃丝锥,按照使用环境可以分为手用丝锥和机用丝锥,按照规格可以分为公制,美制,和英制丝锥,按照产地可以分为进口丝锥和国产丝锥。丝锥是制造业操作者加工螺纹的 主要工具。那我们如何挑选呢?
一、根据丝锥的种类选择
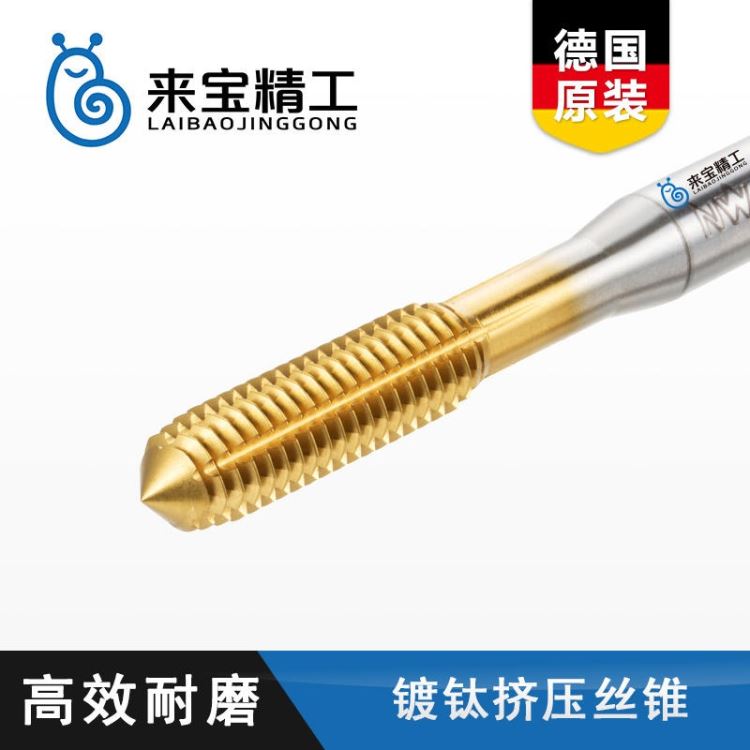
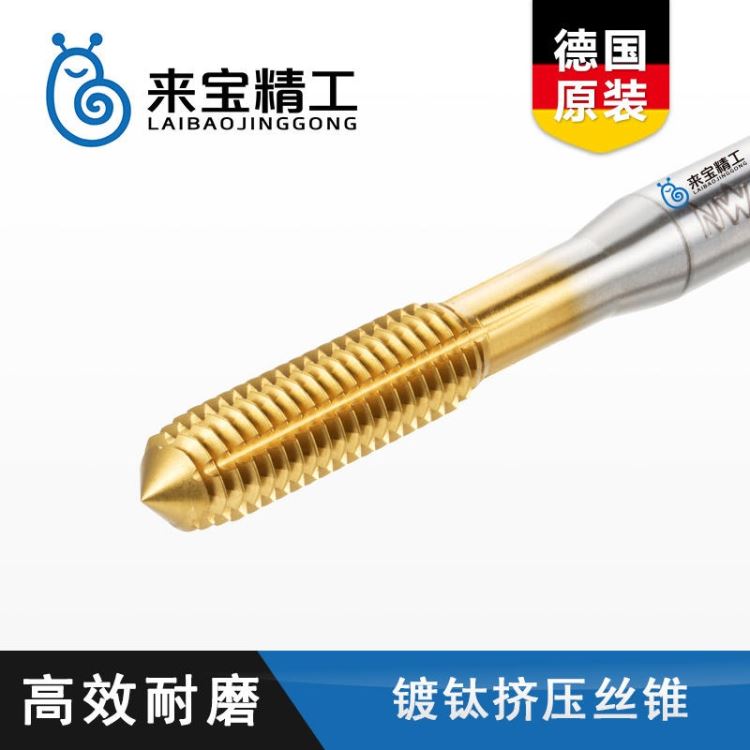
我们经常使用的是:直槽丝锥、螺旋槽丝锥、螺尖丝锥、挤压丝锥,其性能各有所长。 直槽丝锥通用性 强,通孔或不通孔、有色金属或黑色金属均可加工,价格也 。但是针对性也较差,什么都可做,什么都不是做得 。切削锥部分可以有2、4、6牙,短锥用于不通孔,长锥用于通孔。只要底孔足够深,就应尽量选用切削锥长一些的,这样分担切削负荷的齿多一些,使用寿命也长一些。 螺旋槽丝锥比较适合加工不通孔螺纹,加工时切屑向后排出,由于螺旋角的缘故,丝锥实际切削前角会随螺旋角增大而加大。经验告诉我们:加工黑色金属的,螺旋角选的小一点,一般在30度左右,保证螺旋齿的强度。加工有色金属的,螺旋角选的大一点,可在45度左右,切削锋利一些。 螺尖丝锥加工螺纹时切屑向前排出。它的芯部尺寸设计比较大,强度较好,可承受较大的切削力。加工有色金属、不锈钢、黑色金属效果都很好,通孔螺纹应优先采用螺尖丝锥。 挤压丝锥比较适合加工有色金属,与上述切削丝锥工作原理不同,它是对金属进行挤压,使之塑形变形,形成内螺纹的。挤压成形的内螺纹金属纤维是连续的,抗拉,抗剪强度教高,加工的表面粗糙度也教好,不过挤压丝锥底孔要求较高:过大,基础金属量少,造成内螺纹小径过大, 强度不够。过小,封闭挤压的金属无处可去,造成丝锥折断。
二、根据丝锥公差带选择
国产机用丝锥都标志中径公差带代号公差值是相等的,手用丝锥的公差带代号为H4,公差值、螺距及角度误差比机用丝锥大,材质、热处理、生产工艺也不如机用丝锥。H4按规定可以不标志。有些企业使用进口丝锥。这样就把丝锥公差带代号及可加工的内螺纹公差带都标上了, 选择螺纹的制式 目前常见的普通螺纹有三种制式:公制,英制,统一制(也称美制)。公制是以毫米为单位,齿形角60度的螺纹。
三、特殊的丝锥
有一些特殊的丝锥,如跳牙丝锥。它间隔去掉一个齿,与工件之间的压力及摩檫力较小,加工薄壁件内螺纹,不会造成薄壁件变形。其它还有内容屑丝锥,中间开有容屑孔,专门加工几十到几百毫米的大直径内螺纹。
知识点延伸:
螺纹是机械零件连接 常见的方法,而丝锥又是加工内螺纹 常用的工具,尤其是加工小孔径螺纹,丝锥几乎是 选择,因此选择 合适的丝锥便更显重要。
-
免责声明:
以上所展示的来宝精工CNC数控机床复合丝锥,东莞市来宝精密工业有限公司供应信息由东莞市来宝精密工业有限公司自行提供,来宝精工CNC数控机床复合丝锥,东莞市来宝精密工业有限公司信息内容的真实性、准确性和合法性由发布企业东莞市来宝精密工业有限公司负责,工品联盟网仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站信息涉嫌抄袭侵权/违法违规内容,请联系举报,一经查实,本站将立刻删除。
工品联盟网不涉及用户间因交易而产生的法律关系及法律纠纷,纠纷由您自行协商解决。
-
友情提示:
本网站仅作为用户寻找交易对象,就产品和服务的交易进行协商,以及获取各类与贸易相关的服务信息平台。为保障您的利益,避免产生购买风险,建议您在购买相关产品前务必确认供应商的资质及产品质量,优先选择认证VIP会员产品进行在线担保交易。过低的价格、夸张的描述以及私人银行账户转账等都有可能是虚假信息,请采购商谨慎对待,谨防欺诈。
您尚未登录,点击登录后可查看企业联系方式
点击登录>推荐产品
-
-
来宝精工挤压丝锥冷却润滑
¥64.00
-
-
来宝精工CNC数控机床复合丝锥,东莞市来宝精密工业有限公司
¥74.00
-
-
挤压丝攻热处理的工艺细节,东莞市来宝精工丝锥厂家
¥75.00
-

-
东莞市来宝精工挤压丝锥的特点及优势
¥32.00
-

-
螺尖丝锥增加了刀齿的相对强度,东莞市来宝精工丝锥厂家
¥44.00
-

-
来宝精工挤压丝锥在使用时应注意这几点
¥36.00
-

-
来宝精工挤压丝锥加工特点及注意事项
¥43.00
-

-
来宝精工先端丝锥的特点及应用,东莞市来宝精密工业有限公司
¥71.00
-

-
来宝精工丝锥断裂9大 分析汇总
¥51.00
-

-
来宝精工复合丝锥的制造工艺,东莞市来宝精密工业有限公司
¥45.00
-

-
来宝精工德国进口挤压丝锥有哪些优势
¥73.00
-

-
来宝精工挤压丝锥是一种新型螺纹刀具
¥47.00
- 更多分享
- 您正在分享
来宝精工CNC数控机床复合丝锥,东莞市来宝精密工业有限公司
- 扫一扫访问当前网页