-
¥165.00/公斤
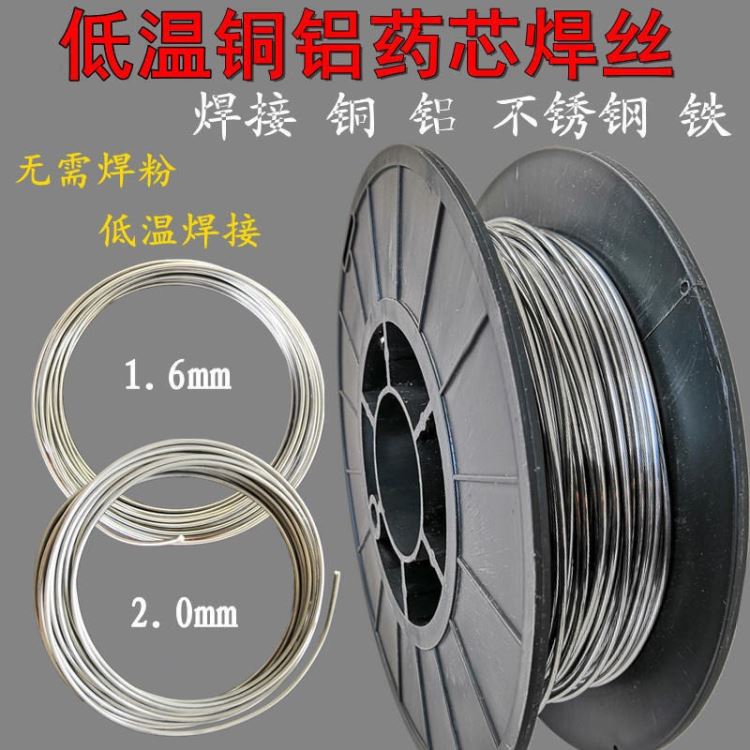
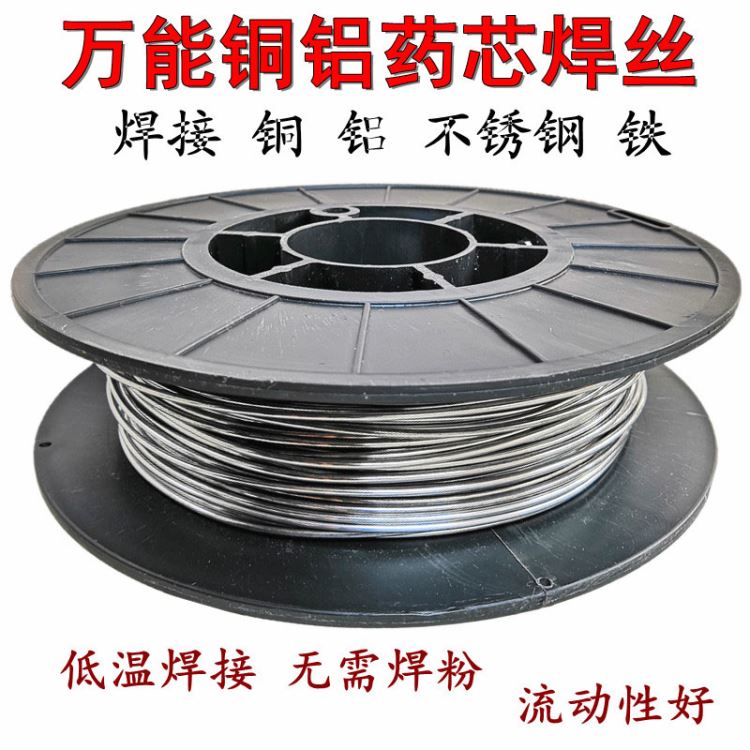
- 低温铝焊丝药芯铝焊条无需铝焊粉代替WE53铜铝焊条铝水箱专用焊枪
-
2023-09-09
966
- 品牌:正铁
- 起订:1公斤
-
河北正铁焊接材料有限公司
共11款产品
- 进店
| 品牌 : | 正铁 | 型号 : | WE53 |
| 焊丝直径 : | 1.6*2.0 | 类型 : | 药芯 |
| 材质 : | 合金 | 牌号 : | WE53 |
| 产地 : | 河北 | 助焊剂含量 : | 20% |
| 加工定制 : | 是 | 熔点 : | 500-680(℃) |
| 长度 : | 500(mm) | 重量 : | 1000(g) |
| 用途 : | 机械设备的焊接 | 工作温度 : | 正常 |
| 焊接电流 : | 220(A) | 是否含助焊剂 : | 是 |
| 适用范围 : | 广泛 |
温馨提醒:(买家必看)
本店商品型号齐全,价格随市场波动而波动拍之前,务必与店主联系确认库存及价格。
备注:正品保证.新疆、西藏地区不包邮,需要联系客服补运费差价。
药芯铝焊条
规格:1.6/2.0/2.4mm粗 每根50公分长
低温铝药芯焊丝可以焊接几乎所有白色金属,包括铝,铝合金,铝镁合金及上述金属之间的异种焊接,甚至对于已经严重腐蚀或者油污污染的白色金属,甚至是大家认为不可修复的铝合金都可以进行修复。适用于初级焊接操作者全方位焊接,只需要小小的加热装置,焊接后的焊缝强度一般要高于母材本身的强度,懂得气焊操作即可。
低温铝焊丝的使用说明
一步:通过物理的清洗,打磨表面。
二步:加热焊接处的母材表面,直至温度达焊丝的工作温度380℃-400℃,这样就可以靠母材的热传导熔融焊丝形成焊缝,切忌不要用火焰烧焊丝,还有只有当母材表面温度足够的时候,焊丝才能够很好地流动和渗透至金属毛细。
三步:
当修复比较薄的铝的时候,只要将铝母材加热到合适的工作温度,然后用焊丝来回摩擦熔融形成焊缝,只有用金属刷刷熔融焊丝填于焊接处形成焊缝。
四步:
小件用 气焊接,大件用工业气体或者感应加热装置加热焊接,焊后自然缓冷
注意事项:
越大约厚的件加热起来就越麻烦,所以采用合理的热源很关键,只要使母材的表面温度达到焊丝的
工作温度,就可以实施焊接,采用氧乙炔焊接的时候采用中性火焰焊接,但是不要直接用火烧焊丝
适用热源:可用于很多种热源,如 ,氧乙炔等。
存贮:置于通风干燥处,可以长期地储存
操作注意细节
1、母材的表面必须清理干净。即清即焊
2、母材的温度得达到400℃,包括焊接的过程中母材的温度也要保持400℃,并且温度可高不可低。
3、忌讳用火焰刻意去烧焊丝,母材温度达到400℃以后,焊丝自然会靠母材热传导熔融。
-
免责声明:
以上所展示的低温铝焊丝药芯铝焊条无需铝焊粉代替WE53铜铝焊条铝水箱专用焊枪供应信息由河北正铁焊接材料有限公司自行提供,低温铝焊丝药芯铝焊条无需铝焊粉代替WE53铜铝焊条铝水箱专用焊枪信息内容的真实性、准确性和合法性由发布企业河北正铁焊接材料有限公司负责,工品联盟网仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站信息涉嫌抄袭侵权/违法违规内容,请联系举报,一经查实,本站将立刻删除。
工品联盟网不涉及用户间因交易而产生的法律关系及法律纠纷,纠纷由您自行协商解决。
-
友情提示:
本网站仅作为用户寻找交易对象,就产品和服务的交易进行协商,以及获取各类与贸易相关的服务信息平台。为保障您的利益,避免产生购买风险,建议您在购买相关产品前务必确认供应商的资质及产品质量,优先选择认证VIP会员产品进行在线担保交易。过低的价格、夸张的描述以及私人银行账户转账等都有可能是虚假信息,请采购商谨慎对待,谨防欺诈。
您尚未登录,点击登录后可查看企业联系方式
点击登录>推荐产品
-
-
低温铝焊丝药芯铝焊条无需铝焊粉代替WE53铜铝焊条铝水箱专用焊枪
¥165.00
-
-
YD998耐磨药芯焊丝 D322模具药芯焊丝 D397耐磨堆焊焊丝 碳化钨硬面堆焊焊丝
¥26.00
-

-
供应气保铜焊丝 S201紫铜焊丝 S214铝青铜焊丝 S211硅青铜焊丝 S221锡黄铜焊丝 S213锡青铜气保焊铜焊丝
¥65.00
-

-
河北正铁 美国进口焊条MAGNA303焊条 美国进口焊条MAGNA401焊条
¥18.00
-
-
铝铝焊丝低温铝焊丝药芯铝焊条无需铝焊粉铜铝焊条铝水箱专用焊丝
¥165.00
-
-
全能低温铜铝药芯焊丝条打火机焊枪焊接修补铜铁铝管不锈钢批发价
¥280.00
-
-
1608塑钢打包带pet塑钢带砖厂打包带打包扣手工带机用带PET包装带
¥12.00
-

-
河北正铁YD212耐磨药芯焊丝 铬钼型堆焊药芯焊丝 D212耐磨堆焊焊丝 YD212堆焊耐磨焊丝 耐磨电焊丝
¥24.50
-

-
河北正铁 美国进口焊条MAGNA401焊条 美国进口焊条MAGNA303焊条
¥18.00
-

-
天津大桥THT202防水焊条水中焊接焊条TS202水下焊条 水焊条3.2 4.0
¥32.00
-

-
林肯锦泰JG-50碳钢焊丝ER50-G/ER70S-G氩弧气体保护实芯焊丝林肯锦泰JM-56焊丝林肯锦JM-58焊丝
¥8.00
- 更多分享
- 您正在分享
低温铝焊丝药芯铝焊条无需铝焊粉代替WE53铜铝焊条铝水箱专用焊枪
- 扫一扫访问当前网页