

-
¥80.00/公斤
- 盈合 电弧喷涂焊丝 铜焊线 高锰铝青铜焊丝 锰青铜焊丝 纯铜焊丝批发 锡黄铜药皮焊丝
-
2023-09-09
985
- 品牌:盈合
- 起订:15公斤
-
清河县盈合金属材料有限公司
共14款产品
- 进店
| 品牌 : | 盈合 | 型号 : | cu1 |
| 牌号 : | TU1 | 产地 : | 河北 |
| 类型 : | 实芯 | 材质 : | cu |
| 助焊剂含量 : | 0 | 加工定制 : | 是 |
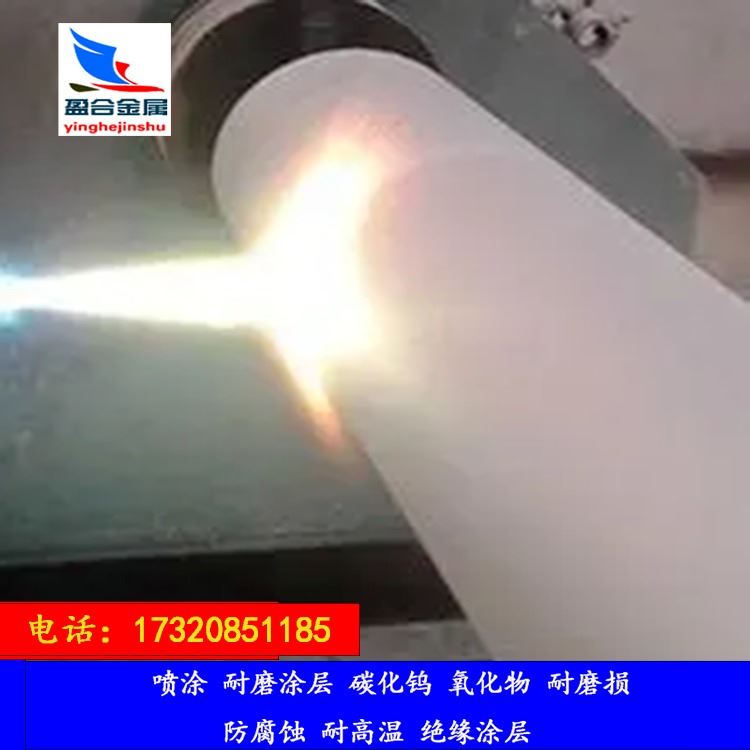
| 焊丝直径 : | 99.99 | 用途 : | 喷涂 堆焊 |
| 适用范围 : | 适用于铜或铜合金的焊接,特别适用于黄铜和 |
盈合 电弧喷涂焊丝 铜焊线 高锰铝青铜焊丝 锰青铜焊丝 纯铜焊丝批发 锡黄铜药皮焊丝
焊丝是作为填充金属或同时作为导电用的金属丝焊接材料。在气焊和钨极气体保护电弧焊时,焊丝用作填充金属;在埋弧焊、电渣焊和其他熔化极气体保护电弧焊时,焊丝既是填充金属,同时焊丝也是导电电极。焊丝的表面不涂防氧化作用的焊剂。
锡黄铜焊丝,熔点约890℃。黄铜气焊及碳弧焊用,也可钎焊铜、钢、铸铁。锡青铜焊丝,耐磨性好。铜合金氩弧焊及钢的堆焊用。铝青铜焊丝,耐磨、耐蚀。铜合金氩弧焊及钢的堆焊用。
存放
1、存放焊丝的仓库应具备干燥通风环境,避免潮湿;水、酸、碱等液体极易挥。
发有腐蚀性的物质存在,更不宜与这些物质共存同一仓库。
2、焊丝应放在木托盘上,不能将其直接放在地板或紧贴墙壁。
3、存取及搬运焊丝时小心不要弄破包装,特别是内包装“热收缩膜”。
4、打开焊丝包装应尽快将其全部用完(要求在一周以内),一旦焊丝直接暴露在空气中,其防锈时间将大大缩短(特别在潮湿、有腐蚀介质的环境中)。
5、按照“先进先出”的原则发放焊丝,尽量减少产品库存时间。
6、请按焊丝的类别、规格分类存放、防止错用。
黄铜焊丝,机械性能好,耐磨性好,流动性,适合无温冷焊。
黄铜气焊及碳弧焊用,也可钎焊铜、钢、铸铁,高强度,钎焊钢、镍及硬质合金用。
硅青铜焊丝,机械性能好,铜合金氩弧焊及钢的MIG钎焊用
铁黄铜焊丝,熔点约880℃。黄铜气焊及碳弧焊用,也可钎焊铜、钢、铸铁。
紫磷铜焊丝,机械性能好,抗裂性好。紫铜气焊及氩弧焊用。
镍铝青铜焊丝,熔点约1038℃-1054℃。耐磨耐蚀,铜合金氩弧焊及钢的钎焊。
锌白铜焊丝,熔点约935℃。高强度,钎焊钢、镍及硬质合金用。
纯铜焊丝一般用于脱氧铜和紫铜的焊接,可适用于MIG和TIG两种焊接方式。由于具有良好的流动性,是纯铜理想的焊接材料,同时,可保证焊点牢固,内部组织致密。
铜的熔点1083.4±0.2℃,沸点2567℃。常见化合价+1和+2,电离能7.726电子伏特。铜有良好的焊接性,可经冷、热塑性加工制成各种半成品和成品。
纯铜加热到1373K发生的化学反应:
2Cu+O2==2CuO 4Cu+O2==2Cu2O
2Cu+O2+H2O+CO2=Cu2(OH)2CO3
2Cu+4HCl+O2=2CuCl2+2H2O
Cu+4HNO3(浓)=Cu(NO3)2+2NO2↑+2H2O
3Cu+8HNO3(稀)=3Cu(NO3)2+2NO↑+4H2O
Cu+Cl2=点燃=CuCl2
Cu+2FeCl3=2FeCl2+CuCl2
无缝药芯焊丝是铝铜钎焊连接的新技术成果,是铝铜钎焊用料的升级换代产品。其主要成分由锌铝铜和无腐蚀性氟铝铯盐组成,其钎焊工艺性、接头机械性能和接头导电性锌锡铜钎料。
广泛用于电力电器、信息电子、不锈钢制品、制冷行业、电热电器、五金制品等行业。不需专用焊接设备和特殊生产场地,即可实现环保、便捷、安全的铝铜连接。其中铜包含常见的铜合金,铝主要指1系列、3系列和6系列和部分4系列
银铜CuAg1
物理性能及机械性能:
固相线 1070℃液相线1080℃ 密度8.9kg/dm3抗拉强度200N/mm2 延展率30% 布氏硬度 60HB
应用范围:
特别适合于车体工程上镀锌钢板的MIG焊接,也适用于焊接黄铜和低合金铜,以及非铁金属和低合金钢和铸铁。用于大焊件的焊接时建议预热,应用于制造车身非常理想。
紫铜ERCu
物理性能及机械性能:
固相线 1020℃液相线1050℃ 密度8.9kg/dm3 抗拉强度210-220N/mm2 延展率30-40% 布氏硬度 60HB
应用范围:
用于紫铜的氩弧焊及壁厚大于3mm的铜与钢、灰口铸铁、镍合金的焊接,特别适用于大厚度焊件。
硅青铜ERCuSi-A
物理性能及机械性能:
固相线 910℃ 液相线1025℃ 密度8.5kg/dm3 抗拉强度330-370N/mm2 延展率40% 布氏硬度 80-90HB
应用范围:
适用于对黄铜的对接焊和堆焊,特别适合镀锌钢板的MIG焊接,用于大焊件的MIG堆焊时需预热,堆焊钢材时建议使用脉冲氩弧焊
锡青铜CuSn6P
应用范围:
适用于铜与锡青铜焊接,尤其适用于黄铜和钢的连接焊。也适合于修理铜合金铸件。建议大厚件焊接时需预热,在钢材多层堆焊时使用脉冲氩弧焊。
物理性能及机械性能:
固相线 910℃液相线1040℃ 密度8.7kg/dm3 抗拉强度320-360N/mm 延展率20-25% 布氏硬度 80-90HB
锡青铜CuSn9P
物理性能及机械性能:
固相线 875℃液相线1025℃ 密度8.8kg/dm3 抗拉强度260N/mm2 延展率20% 布氏硬度 80HB
应用范围:
适用于铜或铜合金的焊接,特别适用于黄铜和钢的对接焊。用于大厚度焊件时建议预热,建议在钢材堆焊时使用脉冲氩弧焊。
铜合金焊接材料采用GB/T9460、BS EN14640、AWS A5.7、AWS A5.8、DIN1733标准,专业生产紫铜、黄铜、青铜、白铜四大系列各种牌号TIG/MIG焊丝。产品除部分内销外,大部分销往欧美及亚洲地区,广泛应用于汽车、造船、工程机械、机车、石油、化工、冶金、电力、通讯、散热器、航空、航天等领域。
铜基合金焊丝应用范围:
耐海水腐蚀性良好,用于铜镍合金的焊接和堆焊,如化工设备、海水淡化装置、海洋结构件、造船、石油工业。
白铜CuNi10物理性能及机械性能:
固相线 1100℃液相线1145℃ 密度8.9kg/dm3 抗拉强度300N/mm2 延展率34% 布氏硬度 80HB
物理性能及机械性能: | |||||||||||||
| 固相线 875℃ 液相线 1025℃ 密度 8.8kg/dm3 抗拉强度 260N/mm2 延展率 20% 布氏硬度 80HB | |||||||||||||
| 应用范围: | |||||||||||||
| 适用于铜或铜合金的焊接,特别适用于黄铜和钢的对接焊。用于大厚度焊件时建议预热,建议在钢材堆焊时使用脉冲氩弧焊。 | |||||||||||||
| 化学成分 (%) | |||||||||||||
| 执行标准 | 分类号 | 合金号 | Cu | Al | Fe | Mn | Ni | P | Pb | Si | Sn | Zn | 其他元素总量 |
| ISO24373 | Cu5210 | CuSn8P | bal. | - | 0.1 | - | 0.2 | 0.01-0.4 | 0.02 | - | 7.5-8.5 | 0.2 | 0.2 |
| GB/T9460 | SCu5210 | CuSn8P | bal. | - | max 0.1 | - | max 0.2 | 0.01-0.4 | max 0.02 | - | 7.5-8.5 | max 0.2 | max 0.2 |
| BS EN14640 | Cu5210 | CuSn9P | bal. | - | 0.1 | - | - | 0.01-0.4 | 0.02 | - | 7.0-9.0 | 0.2 | 0.5 |
| AWS A5.7 | C52100 | ERCuSn-C | bal. | 0.01 | 0.10 | - | - | 0.10-0.35 | 0.02 | - | 7.0-9.0 | 0.2 | 0.50 |

-
免责声明:
以上所展示的盈合 电弧喷涂焊丝 铜焊线 高锰铝青铜焊丝 锰青铜焊丝 纯铜焊丝批发 锡黄铜药皮焊丝供应信息由清河县盈合金属材料有限公司自行提供,盈合 电弧喷涂焊丝 铜焊线 高锰铝青铜焊丝 锰青铜焊丝 纯铜焊丝批发 锡黄铜药皮焊丝信息内容的真实性、准确性和合法性由发布企业清河县盈合金属材料有限公司负责,工品联盟网仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站信息涉嫌抄袭侵权/违法违规内容,请联系举报,一经查实,本站将立刻删除。
工品联盟网不涉及用户间因交易而产生的法律关系及法律纠纷,纠纷由您自行协商解决。
-
友情提示:
本网站仅作为用户寻找交易对象,就产品和服务的交易进行协商,以及获取各类与贸易相关的服务信息平台。为保障您的利益,避免产生购买风险,建议您在购买相关产品前务必确认供应商的资质及产品质量,优先选择认证VIP会员产品进行在线担保交易。过低的价格、夸张的描述以及私人银行账户转账等都有可能是虚假信息,请采购商谨慎对待,谨防欺诈。
您尚未登录,点击登录后可查看企业联系方式
点击登录>推荐产品
-

-
FeNb60-A 铌铁 铌铁颗粒 铌铁块 多种粒度 多种规格
¥200.00
-
-
盈合 喷焊镍基合金 柱塞杆喷涂耐磨层 不锈钢板喷涂碳化钨 起皱刮刀
¥280.97
-

-
厂家供应 铜焊粉、金刚石焊接、‘散热铜粉 铜粉合金粉末
¥100.00
-
-
钨粉 氧化钨 厂家供应 纳米氧化钨 陶瓷粉末 超细硬材料
¥296.00
-
-
厂家供应 金属镍粉 雾化 导电 喷涂 镍焊粉 还原镍粉 导电99.99
¥200.00
-
-
盈合Fe-90铁基合金粉末 激光熔覆焊粉 超音速喷涂 等离子堆焊粉 液压支柱熔覆 风机叶片喷涂粉
¥70.00
-
-
电解镍粉 抗氧化镍粉 导电镍粉 导电胶 高纯镍粉盈合包邮
¥198.00
-

-
电解镍粉 -200目 球形镍粉 1微米 导电胶片状镍粉 枝状镍粉
¥190.00
-

-
纯镍粉超细 导电金属材料镍粉电解 镍颗粒冶金催化剂镍豆 3mm镍粒现货 包邮
¥206.00
-
-
盈合 电弧喷涂焊丝 铜焊线 高锰铝青铜焊丝 锰青铜焊丝 纯铜焊丝批发 锡黄铜药皮焊丝
¥80.00
-

-
现货供应 超细石墨粉 门锁芯润滑剂 润滑 导电 黑铅粉高纯超细
¥80.00
-

-
锌粒 实验科研试剂 锌块 无砷锌粒 锌段 锌粒Zn
¥90.00
- 更多分享
- 您正在分享
盈合 电弧喷涂焊丝 铜焊线 高锰铝青铜焊丝 锰青铜焊丝 纯铜焊丝批发 锡黄铜药皮焊丝
- 扫一扫访问当前网页