
-
¥35.00/公斤
- HF-53T高硬度专用耐磨堆焊丝HF-52T高硬度专用耐磨堆焊丝耐磨合金焊丝
-
2023-09-09
429
- 品牌:昂广
- 起订:1公斤
-
上海昂广焊材有限公司
共11款产品
- 进店
| 品牌 : | 昂广 | 型号 : | HF-53T |
| 牌号 : | HF-53T | 产地 : | 上海 |
| 类型 : | 药芯 | 材质 : | 合金 |
| 助焊剂含量 : | 0.1 | 加工定制 : | 是 |
| 焊丝直径 : | 1.2 | 熔点 : | 220 |
| 长度 : | 1000 | 重量 : | 20 |
| 用途 : | 规范 | 工作温度 : | 220 |
| 焊接电流 : | 80-130 | 是否含助焊剂 : | 是 |
| 适用范围 : | 规范 |
HF-53T抗冲击耐磨焊丝
HF-53T抗冲击挤压耐磨焊丝HF-53T链轮耐磨焊丝 气保堆焊焊丝
型号:HF-53T
规格:1.2 1.6 2.0
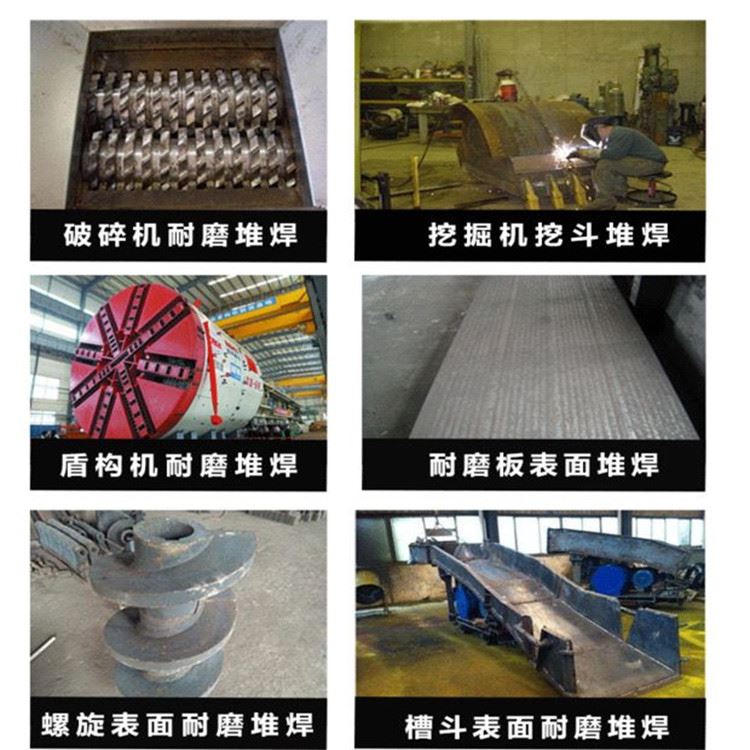
应用范围:矿用链轮堆焊修复焊接材料。
40CrNiMoA钢的参考化学成分(质量分数,%)
C Si Mn Cr Ni Mo S P
0.37—0.44 0.17—0.37 0.50—0.80 0.6—0.9 1.25 0.15—0.25 ≤0.025 ≤0.025
堆焊熔敷金属的参考化学成分(质量分数,%)
C Si Mn Cr W Mo V Ti S P 其它 其余
0.3 0.7 0.8 5.5 3.0 1.3 0.3 少量 ≤0.02 ≤0.02 ≤1.0 Fe
1、焊前准备 将矿用废旧链轮轴组返回后行拆解,对磨损链轮进行质量评估检测,主要进行表层裂纹检测、检测内部缺陷等,然后将链轮磨损部位疲劳层加工掉,将链轮整体预热,温度为250—350度,保温4h热透后待焊。
2、堆焊工艺及参数 采用富气体保护焊,用HF-53T堆焊焊丝逐层进行堆焊,层间温度控制在180度±10度,堆焊时用风镐捶击清渣,消除焊接应力,焊接电流为350,电弧电压为31V。
3、焊后回火处理 堆焊完成后将工件整体回火,温度为250-350度,保温4h后随炉冷却至室温,待机械加工。
4、焊后加工 将堆焊后的链轮按尺寸要求编制加工程序,用高硬度冷却加工刀具加工成形。


-
免责声明:
以上所展示的HF-53T高硬度专用耐磨堆焊丝HF-52T高硬度专用耐磨堆焊丝耐磨合金焊丝供应信息由上海昂广焊材有限公司自行提供,HF-53T高硬度专用耐磨堆焊丝HF-52T高硬度专用耐磨堆焊丝耐磨合金焊丝信息内容的真实性、准确性和合法性由发布企业上海昂广焊材有限公司负责,工品联盟网仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站信息涉嫌抄袭侵权/违法违规内容,请联系举报,一经查实,本站将立刻删除。
工品联盟网不涉及用户间因交易而产生的法律关系及法律纠纷,纠纷由您自行协商解决。
-
友情提示:
本网站仅作为用户寻找交易对象,就产品和服务的交易进行协商,以及获取各类与贸易相关的服务信息平台。为保障您的利益,避免产生购买风险,建议您在购买相关产品前务必确认供应商的资质及产品质量,优先选择认证VIP会员产品进行在线担保交易。过低的价格、夸张的描述以及私人银行账户转账等都有可能是虚假信息,请采购商谨慎对待,谨防欺诈。
您尚未登录,点击登录后可查看企业联系方式
点击登录>推荐产品
-

-
链轮专用耐磨药芯焊丝 链轮专用耐磨堆焊焊丝 耐磨合金焊丝价格
¥35.00
-
-
HF-53T高硬度专用耐磨堆焊丝HF-52T高硬度专用耐磨堆焊丝耐磨合金焊丝
¥35.00
-

-
大西洋焊剂CHF101/CHF101(CE)氟碱型烧结焊剂
¥6.00
-

-
LQ423耐磨药芯焊丝 LQ423高硬度耐磨药芯焊丝 耐磨堆焊焊丝价格
¥35.00
-

-
YD423链轮专项使用耐磨药芯焊丝 链轮专用耐磨堆焊焊丝
¥35.00
-

-
TYD-360钢轨焊补专用焊条 TYD296钢轨辙叉焊接焊条 KD286电焊条价格
¥32.00
-

-
耐磨板耐磨药芯焊丝 耐磨板专用耐磨焊丝 耐磨板堆焊焊丝
¥35.00
-

-
空调用5%银焊条,铜管焊接用5%银磷铜焊条 银焊条价格
¥240.00
-

-
空调6%银焊条/银磷铜焊条/冰箱焊条 斯米克6%银焊条价格
¥245.00
-

-
耐磨药芯焊丝 HF-52T-1堆焊焊丝 水泥厂耐磨合金焊丝价格
¥35.00
-

-
PP-R407上海电力耐热钢焊条 R407耐热钢电力焊条
¥25.00
- 更多分享
- 您正在分享
HF-53T高硬度专用耐磨堆焊丝HF-52T高硬度专用耐磨堆焊丝耐磨合金焊丝
- 扫一扫访问当前网页