






| 加工定制 : | 是 | 类别 : | 齿轮减速机 |
| 齿轮类型 : | 圆锥齿轮减速机 | 布局形式 : | 同轴式 |
| 齿面硬度 : | 硬齿面 | 用途 : | 减速机 |
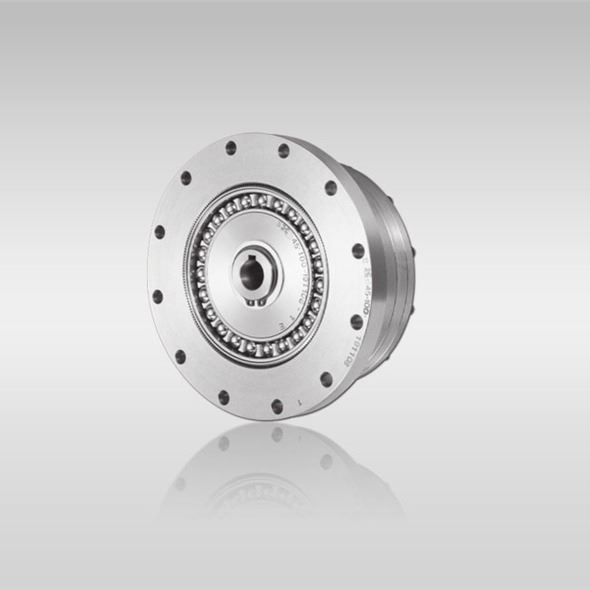
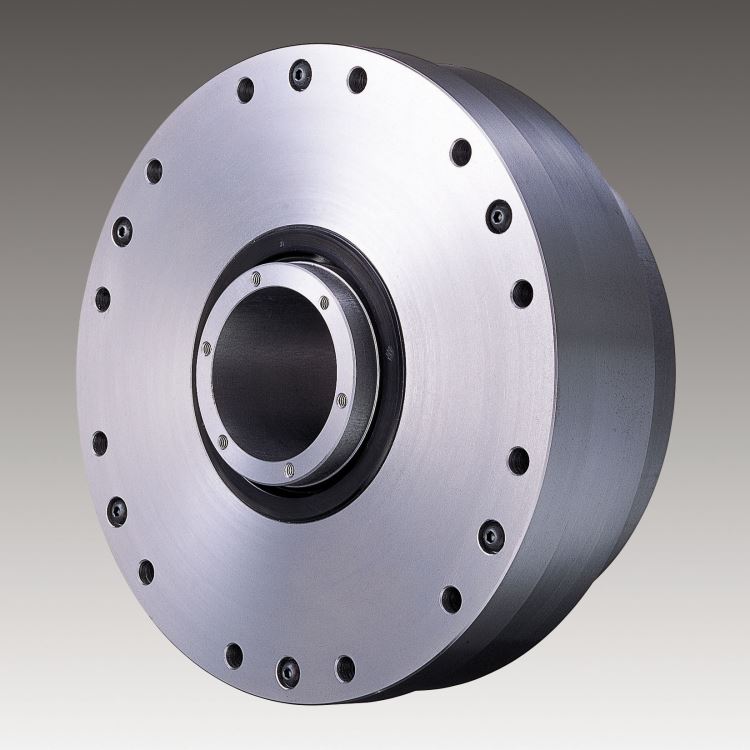
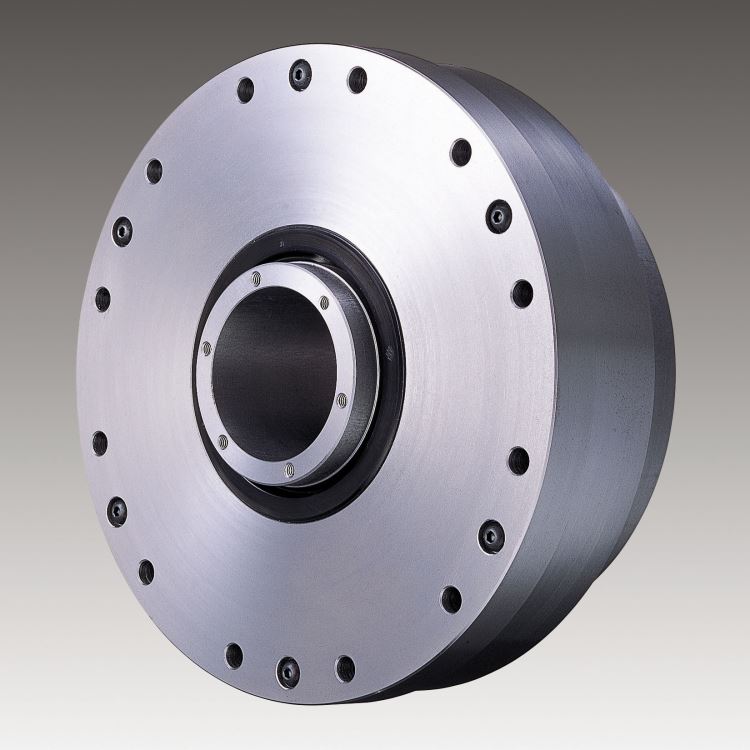
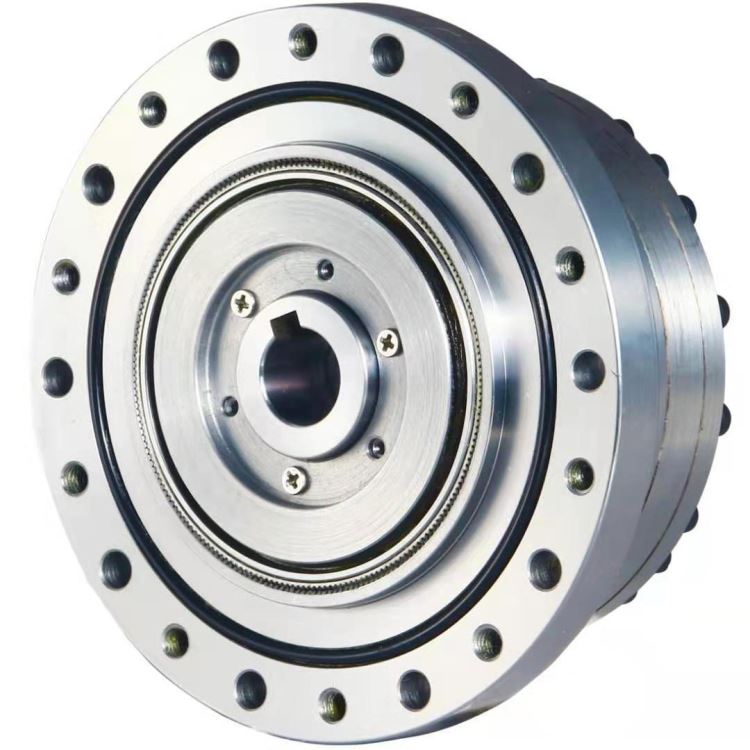
| 品牌 : | 哈默纳科 | 型号 : | SHF-45-100-2UH |
portant; position: unset !important;">为了切出蜗轮的正确齿形,还必须有展成运动,{这又需刀杆沿其本身轴线进给,而蜗轮则有相应的附加转动。如果工作蜗杆螺纹头数和蜗轮的齿数没有公周数,用二把切刀就可在一次走刀后切出蜗轮。哈默纳科蜗轮滚刀加工谐波减速机SHF-45-100-2UH用飞刀加工蜗轮时,如果飞刀做得准确,并且也使用得正确,则加工出的蜗轮精度不低于用蜗轮滚刀加工的精度。
portant; position: unset !important;"> 

portant; position: unset !important;"> 为提高被切齿光洁度,应在保证滚刀刀齿强度.的前提下,适当减小滚刀齿背长度,以增加滚刀的圆周齿数。这样做虽然将减少刀齿的可磨次数,但一般不会降低滚刀的使用寿命。因为滚刀刃磨次数稍多时,哈默纳科蜗轮滚刀加工谐波减速机SHF-45-100-2UH齿厚减小,加工的蜗轮齿厚将过大,因此蜗轮滚刀刃磨次数不很多,这就允许把滚刀齿背做短些,以增加圆周齿数。
portant; position: unset !important;"> 加工蜗轮能否采用切向进给方法,除要看滚齿机有无切向进给机构外,哈默纳科蜗轮滚刀加工谐波减速机SHF-45-100-2UH还要考虑蜗轮蜗杆的装配条件。当蜗轮的头数较多,螺旋角较大时,用切向进给法加工的蜗轮,有时不能使蜗杆从半径方向装配,而只能从切向旋进去




 bangtianshiye2021
bangtianshiye2021
 bangtianshiye2021
bangtianshiye2021
 bangtianshiye2021
bangtianshiye2021
 bangtianshiye2021
bangtianshiye2021
 bangtianshiye2021
bangtianshiye2021
 bangtianshiye2021
bangtianshiye2021
 bangtianshiye2021
bangtianshiye2021
 bangtianshiye2021
bangtianshiye2021
 bangtianshiye2021
bangtianshiye2021
 bangtianshiye2021
bangtianshiye2021










