
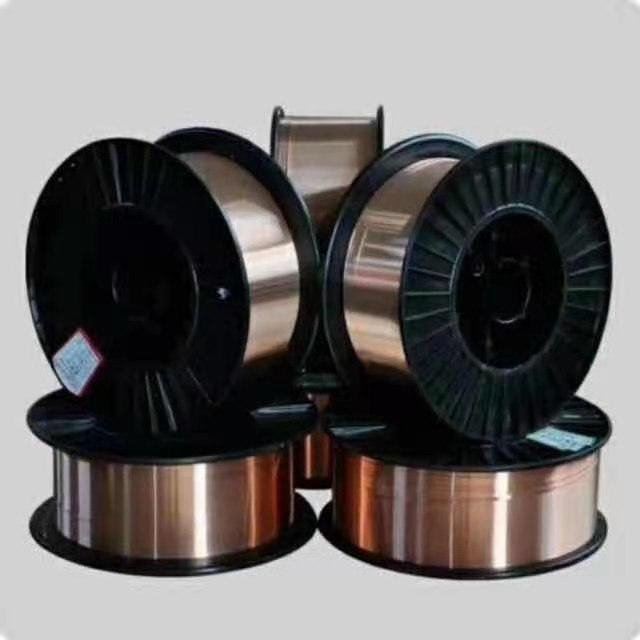










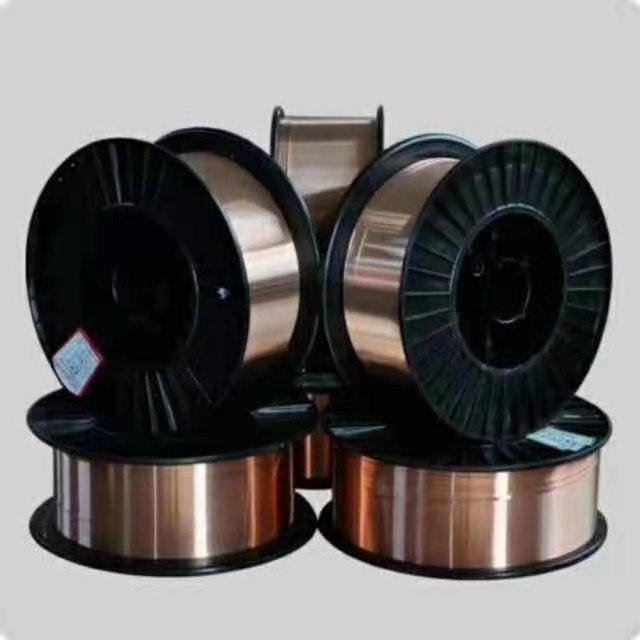
| 品牌 : | 信泽 | 型号 : | SCu6560 |
| 牌号 : | HS211 | 产地 : | 邢台 |
| 类型 : | 实芯 | 材质 : | 硅青铜 |
| 加工定制 : | 是 | 焊丝直径 : | 1.0 1.2 1.6 2.0 |
| 熔点 : | 910~1025℃ | 长度 : | 1000mm |
| 重量 : | 15公斤 | 用途 : | 这种焊丝用于钨极气体保护电氩焊和熔化极气 |
| 工作温度 : | 1050℃ | 焊接电流 : | 240~260 A |
| 适用范围 : | 焊接铜硅和铜锌母材及它们与钢的焊接, |
SCu1898紫铜焊丝产品详细说明:
电压24~26
电流260~280
直径 :0.8 1.0 1.2 1.6 2.0 2.5 3.2 4.0 mm
SCu6560硅青铜焊丝,适用于对黄铜的对接焊和堆焊,特别适合镀锌钢板的焊接,用于大焊件堆焊时需预热。堆焊钢材时建议使用脉冲氩弧焊。
SCu1897银铜焊丝,特别适合于车体工程上镀锌钢板的焊接,也适用于焊接黄铜和低合金钢,以及非铁金属和低合金钢和铸铁。用于大焊件的焊接时建议预热,应用于制造车身非常理想。
SCu1898紫铜焊丝,用于紫铜的氩弧焊及壁厚>3mm的铜与钢,灰口铸铁、镍合金的焊接,特别适用于大厚度焊件。
SCu5180锡青铜焊丝,适用于铜和锡青铜焊接,尤其适用于黄铜和钢的对接焊,也适用于修理铜合金铸件。建议大厚件焊接时需预热,在钢材多层堆焊时使用脉冲氩弧焊。
SCu5210锡青铜焊丝,适用于铜或铜合金的焊接,特别适用于黄铜和钢的对接焊。用于大厚度焊件焊接时建议预热,在钢材堆焊时使用脉冲氩弧焊。
SCu5211锡青铜焊丝,适用于铜或铜合金的焊接,特别适用于黄铜和钢的对接焊。用于大厚度焊件焊接时建议预热,在钢材堆焊时使用脉冲氩弧焊。
SCu5410锡青铜焊丝,适合于黄铜和钢的对接焊,特别适合铜雕像修复焊接,在钢材多层堆焊时使用脉冲氩弧焊。焊大件时需预热。
SCu6100铝青铜焊丝,特别适合于碳钢、不锈钢的焊接,熔化金属的流动性好,焊缝成型美观,也适用于钢与铜的对接焊,应用于船舶制造,机械制造,在多层钢夹层时建议使用脉冲氩弧焊。
SCu6180铝青铜焊丝,适合于铝青铜在钢上堆焊,耐磨、耐海水侵蚀、应用于船舶制造、机械制造、仪器和机泵制造。在多层堆焊时建议使用脉冲氩弧焊。
SCu6240高铁铝青铜焊丝,适用于铝铜合金、镀铝钢板、灰铸铁的对接焊、堆焊、广泛用于造船、机械制造、化工领域。适用于硬度要求高,耐磨损。耐腐蚀材料的堆焊。
SCu6327镍铝青铜焊丝,适用于青铜、镀铝钢及机械制造、化学工业中的各种铸铁件的焊补,堆焊以及耐腐蚀的青铜或特殊黄铜管道焊接。
SCu6328高镍铝青铜焊丝,适合于青铜铸件和锻件的焊接,广泛应用于船泊螺旋桨、涡轮机部分、阀门、筛子、泵、管道系统。有特别强的抗海水侵蚀性能。
SCu6338高猛铝青铜焊丝,特别适用于耐腐蚀性要求的铸铁、低合金钢的堆焊。
QAl9-2铝锰青铜焊丝,特别适合于低合金钢及不锈钢的焊接。流动性好,焊缝连接好,也适用于钢与钢的对焊接,应用于船舶制造,机械制造。在钢的多层堆焊时建议使用脉冲氩弧焊。
SCu7061白铜焊丝,耐海水腐蚀性良好,用于铜镍合金的焊接和堆焊,如化工设备、海水淡化装置、海洋结构件、造船、及食品工业。
SCu7158白铜焊丝,耐海水腐蚀性好,适用于铜镍合金焊接和堆焊,如化工设备、海水淡化装置、海洋结构件、造船、及食品工业以及耐腐蚀装置和容器等,也可用于非铁合金的异种钢的焊接。
SCu4700锡黄铜焊丝,黄铜-乙炔气焊及碳氩焊时用作填充材料。广泛用于钎焊铜、钢、铜镍合金、灰口铸铁以及镶嵌硬质合金刀具等。
SCu6810A锡黄铜焊丝,黄铜-乙炔气焊及碳氩焊时用作填充材料。广泛用于钎焊铜、钢、铜镍合金、灰口铸铁以及镶嵌硬质合金刀具等。
SCu6800镍黄铜焊丝,含有少量铁、硅、锰的黄铜焊丝,熔融金属流动性好,由于硅的存在,更加有效的抑制了锌的蒸发。也可用于铜、钢、铜镍合金、灰口铸铁的熔化极气体保护氩弧焊,以及镶嵌硬质合金刀具焊前需经400~500℃预热。
SCu6810铁黄铜焊丝,黄铜氧-乙炔气焊及碳弧焊时用作填充料。广泛用于钎焊铜、钢、铜镍合金、灰口铸铁以及镶嵌硬质合金刀具等。
SCu7730锌白铜焊丝,用于机械制造,自动化工业、钢制家具等行业、用作铸钢、灰铸铁、铜合金、镍合金件的表面防腐堆焊,也适用于灰铸铁的对接焊。








 xz5398908
xz5398908
 xz5398908
xz5398908
 xz5398908
xz5398908
 xz5398908
xz5398908
 xz5398908
xz5398908
 xz5398908
xz5398908
 xz5398908
xz5398908
 xz5398908
xz5398908
 xz5398908
xz5398908
 xz5398908
xz5398908










