



| 品牌 : | 瑞佳 | 型号 : | ERCoCr-A |
| 牌号 : | HS111 | 产地 : | 河北 |
| 类型 : | 钴基合金焊丝 | 材质 : | 合金焊丝 |
| 焊芯直径 : | 1.2-1.6-2.0-2.5-3.0 | 药皮性质 : | 碱性焊条 |
| 直径 : | 1.2-1.6-2.0-2.5-3.0 | 长度 : | 盘丝 |
| 焊接电流 : | 80-110A | 电流幅度 : | 30A |
| 熔点 : | 900℃ | 工作温度 : | 1000-1200℃ |
| 适用范围 : | 广泛 | 硬度HRC : | 45 |
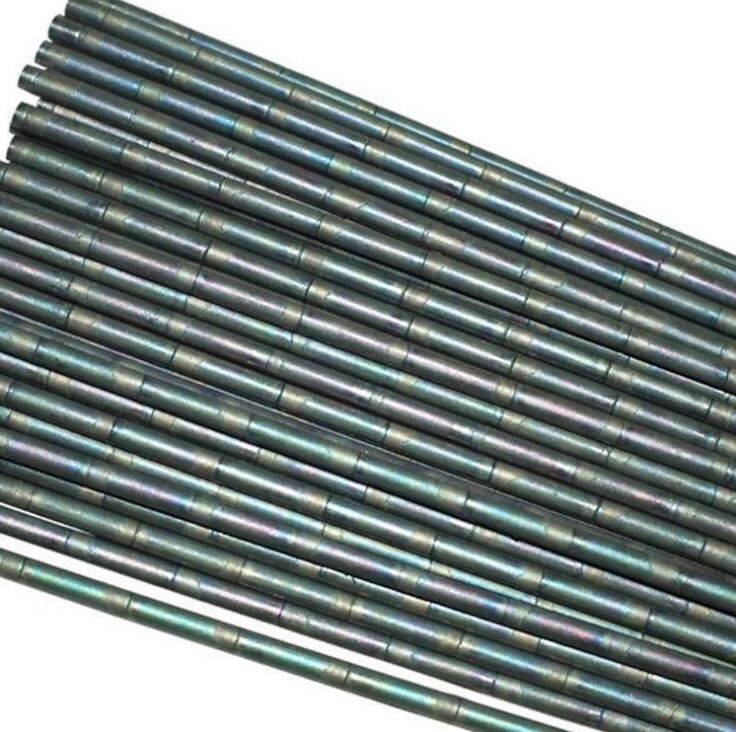
HS111钴基焊丝 ERCoCr-A钴基合金铸棒
标准:AWS A5.21:2001 ERCoCr-A说明: 碳及钨含量适中,韧性较好。在800以下的相当宽的温度范围内,具有良好的 抗冲击和抗粘着磨损性能。可进行机加工。用途:用于高温且及耐蚀的工况条件下要求保持良好性能的场合。如汽车、内燃机气门、高温高压阀门、热剪切刀刃、热锻模等同时经受冲击和高温场合以及轴承的内、外环等的栈焊。常温硬度:HRC40-46施焊方法:采用氧-乙炔碳化焰和钨极氩弧焊进行栈焊。
注意事项:
1、焊条焊前须经150左右烘焙1小时。
2、宜采用小电流、短弧栈焊,以避免增加母材的熔深,降低栈焊合金的性能。
3、根据母材的种类和工件大小,可选择350-500的预热温度和350的层间温度进行栈焊。
4、根据工况条件一般选择600-750,保温1-2小时后随炉缓冷,或将工件置于干燥和预热的沙缸或草灰中缓冷。
钴基合金铸棒 钴基焊丝直径2.8-8.0mm的钴基系列合金,产品成分均匀,无偏析,杂质含量少,表面光洁,直径公差小,长度可自由选择,适用于氧乙炔焊和钨极氩弧焊工艺。




 ruijiahancai
ruijiahancai
 ruijiahancai
ruijiahancai
 ruijiahancai
ruijiahancai
 ruijiahancai
ruijiahancai
 ruijiahancai
ruijiahancai
 ruijiahancai
ruijiahancai
 ruijiahancai
ruijiahancai
 ruijiahancai
ruijiahancai
 ruijiahancai
ruijiahancai
 ruijiahancai
ruijiahancai







