













| 产品特性 : | 松下焊机 | 是否进口 : | 否 |
| 产地 : | 唐山 | 品牌 : | Panasonic/松下 |
| 型号 : | YD-350FR2 | 工作形式 : | 逆变焊 |
| 焊接方式 : | 压力式 | 样式 : | 抽头式 |
| 电流 : | 直流 | 驱动形式 : | 电动 |
| 保护气体类型 : | CO2 | 作用对象 : | 金属 |
| 输入电压 : | 380 | 频率 : | 50 |
| 额定输入电源容量 : | 17.6 | 空载电压 : | 80 |
| 输出电流调节范围 : | 40-430 | 额定负载持续率 : | 60 |
| 功率 : | 13.5KW | 功率因素 : | 0.9 |
| 效率 : | 80 | 绝缘等级 : | H |
| 外壳防护等级 : | IP23S | 外形尺寸 : | 372×575×632 mm |
| 重量 : | 60 | 用途 : | 焊接 |
| 工具净重 : | 54 | 3C证书编号 : | 2003010605055593 |
| 套装 : | 1套 |
供应松下焊机YD-350FR2 松下全数字逆变CO2/MAG气保焊机 松下气保焊机 松下CO2气保焊机



产品介绍:
一、完全一元化调节,操作简单。 内置焊接专家数据,秩序调节焊接电流按钮,焊接电压参数和电弧参数自动匹配,获得良好焊接规范,实现了单一按钮的焊接规范设定,实现完全的一元化调节。(普通焊机需使用3个旋钮,分别调整焊接电流,焊接电压以及电感量,不易快捷地找到良好的焊接规范)
二、高性能的送丝系统 送丝控制系统采用了IVF技术,送丝力强劲,焊接稳定性好,即使在40米延长电缆的情况下,仍能确保正常的送丝力。焊枪电缆过度弯曲(直径150mm)时也能确保稳定送丝。 IVF控制是松下在送丝系统少见采用的技术,在使用普通印刷电机的条件下,通过IVF控制也能使送丝系统的抗干扰能力大幅提高,在远距离作业中发挥威力。
三、可自由调整的电弧形态
四、丰富的扩展功能 通过管理器(选购),可对多种功能设定。
1、焊接电流设定
2、用户密码设定
3、焊接规范锁定
4、送丝速度显示
5、回烧时间设定
6、气体预流和滞后停气时间设定
7、熔深控制
8、电流电压显示值校准
9、焊接累计时间记录
五、良好的三层四腔结构 1、主功率器件、P板、开关、电位器等内藏于2个密闭腔内,有效避免了粉尘侵入。 2、进风口位于预层,有效地防止吹进粉尘,专门的散热通道大幅提高热效率。 专门的防逆干扰设计 电压允许波动范围达到-20%~+15%
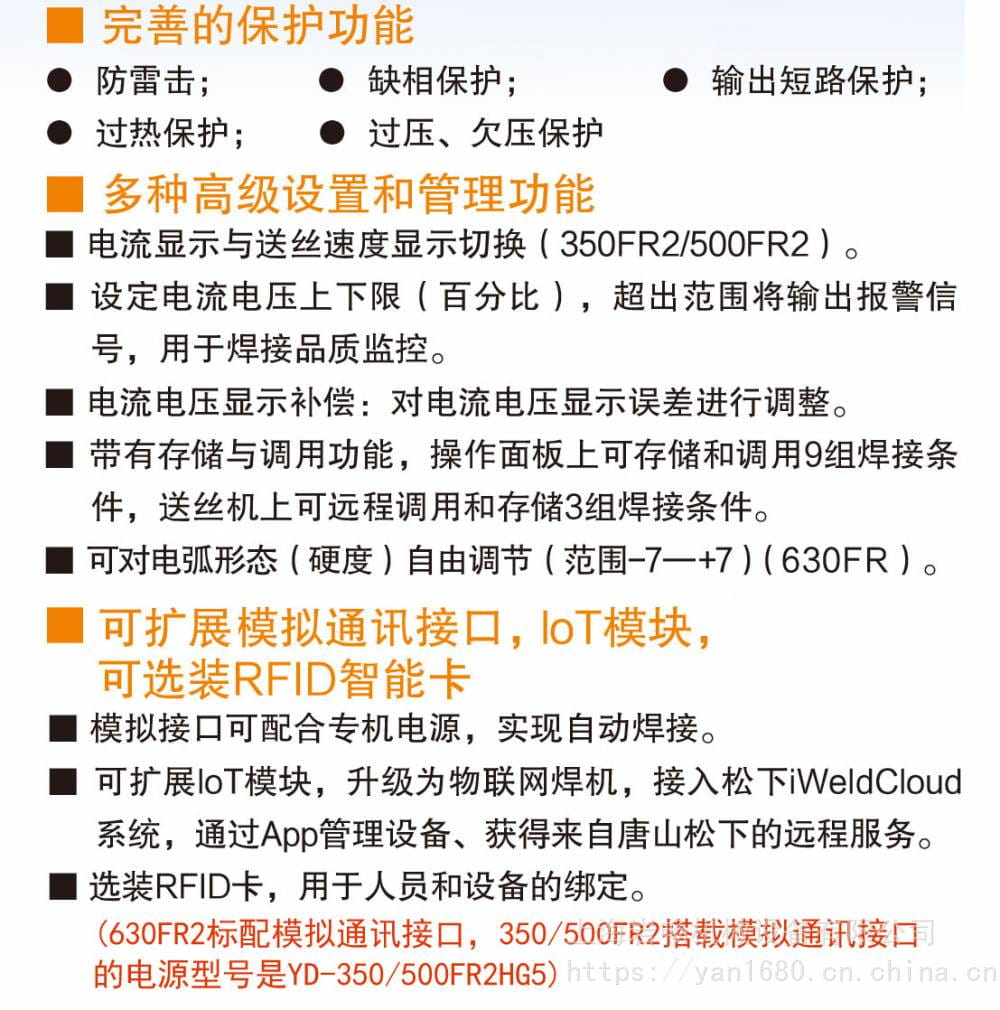
六、完善的保护功能 1、防雷击 2、缺相保护 3、输出短路保护 4、双重过热保护 5、送丝机过流、过压保护
额定规格
| 电源型号 | YD-350FR2 | |
|---|---|---|
| 产品序列号 | YD-350FR2HGE | |
| 输入电压 | AC 三相 380 V | |
| 额定输入容量 | 13.5 kVA | |
| 额定输入功率 | 13.0 kW | |
| 输入电源频率 | 50/60 Hz | |
| 输出特性 | CV(恒压特性) | |
| 额定输出电流 | DC 350 A | |
| 额定输出电压 | 31.5 V | |
| 空载电压 | DC 70 V | |
| 输出电流范围 | DC 40-430 A(电阻负载输出能力) | |
| 输出电压范围 | 16-35.5 V(电阻负载输出能力) | |
| 额定负载持续率 | 60% | |
| 控制方式 | IGBT逆变控制 | |
| 冷却方式 | 强制风冷 | |
| 适用焊丝类型 | 实芯/药芯 | |
| 焊接方法 | 分别/一元化 | |
| 适用焊丝直径 | 实芯 | 0.8/1.0/1.2 mm |
药芯碳钢 |
1.2/1.4 mm |
|
| 时序 | 焊接/焊接—收弧/初期—焊接—收弧/点焊 | |
| 保护气体 | CO2焊接 | CO2: |
| MAG焊接 | Ar:82 %,CO2:18 % | |
| MIG焊接 | Ar:98%, CO2:2.5% | |
| 提前送气时间 | 0.2 s | |
| 滞后停气时间 | 0.5 s | |
| 点焊时间 | 0.3–10.0 s 连续调节 | |
| 绝缘等级 | 主变 155 ℃(电抗器 200℃) | |
| 防护等级 | IP23S | |
| 外形尺寸(W×D×H) | 372×575×632 mm | |
| 重量 | 54 kg | |





 a13917964685
a13917964685
 a13917964685
a13917964685
 a13917964685
a13917964685
 a13917964685
a13917964685
 a13917964685
a13917964685
 a13917964685
a13917964685
 a13917964685
a13917964685
 a13917964685
a13917964685
 a13917964685
a13917964685
 a13917964685
a13917964685










