









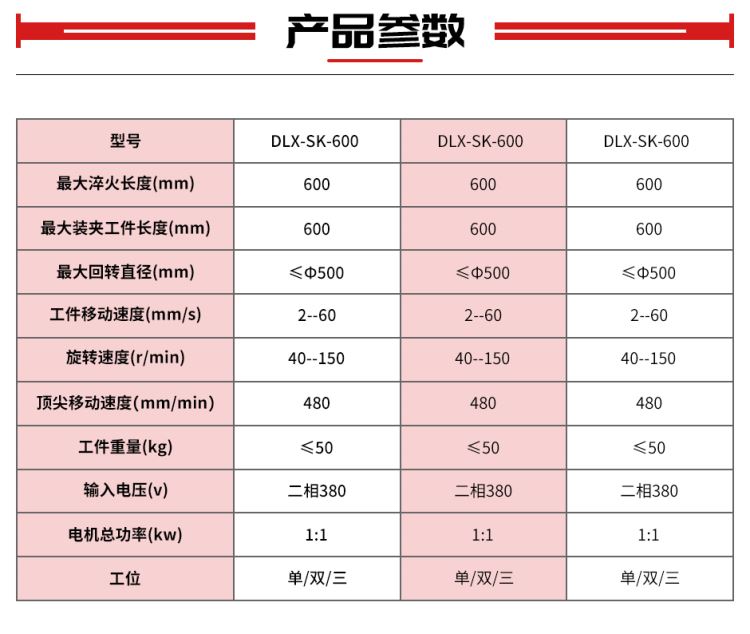
| 加工定制 : | 否 | 品牌 : | 国韵电子 |
| 输出功率 : | 60KW | 输入功率 : | 60KW |
| 输出中频电压 : | 380V | 输出中频电流 : | WH-L-50-60 |
| 输出振荡频率 : | 15-35KHZ |
方钢中频锻造锻打设备-方钢中频锻造设备-高频加热炉-郑州国韵电子
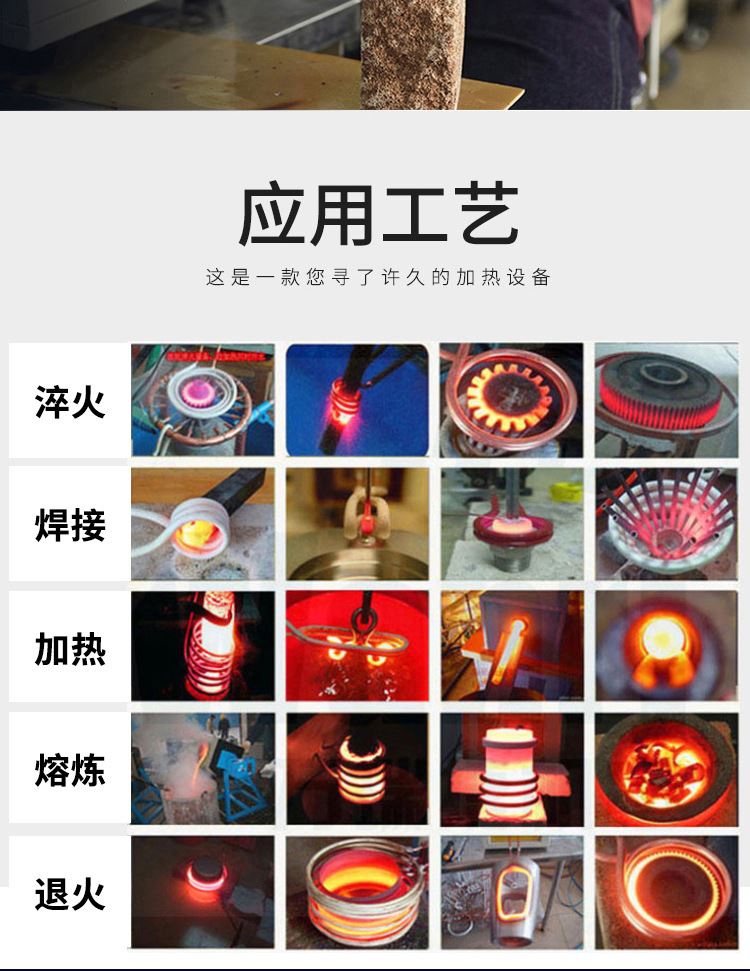
中频淬火多数用于工业金属零件表面淬火,其基本原理是:把加热材料(即工件)置于通有交流电流的线圈内,由于交变磁场的作用工件内部会产生感应电势,在感生电势的作用下工件内会产生涡流,依靠这些涡流的能量达到加热目的。通过快速加热使待加工钢件表面达到淬火温度,不等热量传到中心即迅速冷却,仅使表层淬硬为马氏体,中心仍为未淬火的原来塑性、韧性较好的退火(或正火及调质)组织。
感应加热淬火表层淬硬层的深度,取决于交流电的频率,根据热处理及加热深度的要求选择频率,频率越高加热的深度越浅,淬硬层深度也就浅。一、高频(10KHZ以上)加热的深度为0.5-2.5mm, 一般用于中小型零件的加热,如小模数齿轮及中小轴类零件等。二、中频(1~10KHZ)加热深度为2-10mm,一般用于直径大的轴类和大中模数的齿轮加热。三、工频(50HZ)加热淬硬层深度为10-20mm,一般用于较大尺寸零件的透热,大直径零件(直径300mm以上,如轧辊等)的表面淬火。
感应加热表面淬火与普通加热淬火比较具有:1、加热速度极快,可扩大A体转变温度范围,缩短转变时间。 2、淬火后工件表层可得到极细的隐晶马氏体,硬度稍高(2~3HRC),表面质量好,脆性较低及较高疲劳强度。3、经该工艺处理的工件不易氧化脱碳,变形小,甚至有些工件处理后可直接装配使用。4、淬硬层深,易于控制操作,易于实现机械化,自动化。
在进行齿条的表面高频淬火时,是在带有强磁吸力的工作台面上进行的,这样能的防止齿条在淬火过程中的弯曲变形。感应头根据各种规格模数定做,确保了从齿顶到齿根表面进行完整的淬火,工作台X、Y轴也均采用伺服电机按照齿距单齿逐个淬火。










 15981845786
15981845786
 15981845786
15981845786
 15981845786
15981845786
 15981845786
15981845786
 15981845786
15981845786
 15981845786
15981845786
 15981845786
15981845786
 15981845786
15981845786
 15981845786
15981845786
 15981845786
15981845786










