







| 类型 : | 立式加工中心 | 品牌 : | 雅思达 |
| 型号 : | ymc430 | 重量 : | 5000 |
| 主电机功率 : | 20 | 界面语言 : | 中文 |
| 主轴转速范围 : | 40000转 | 定位精度 : | 0.003缪级加工中心 |
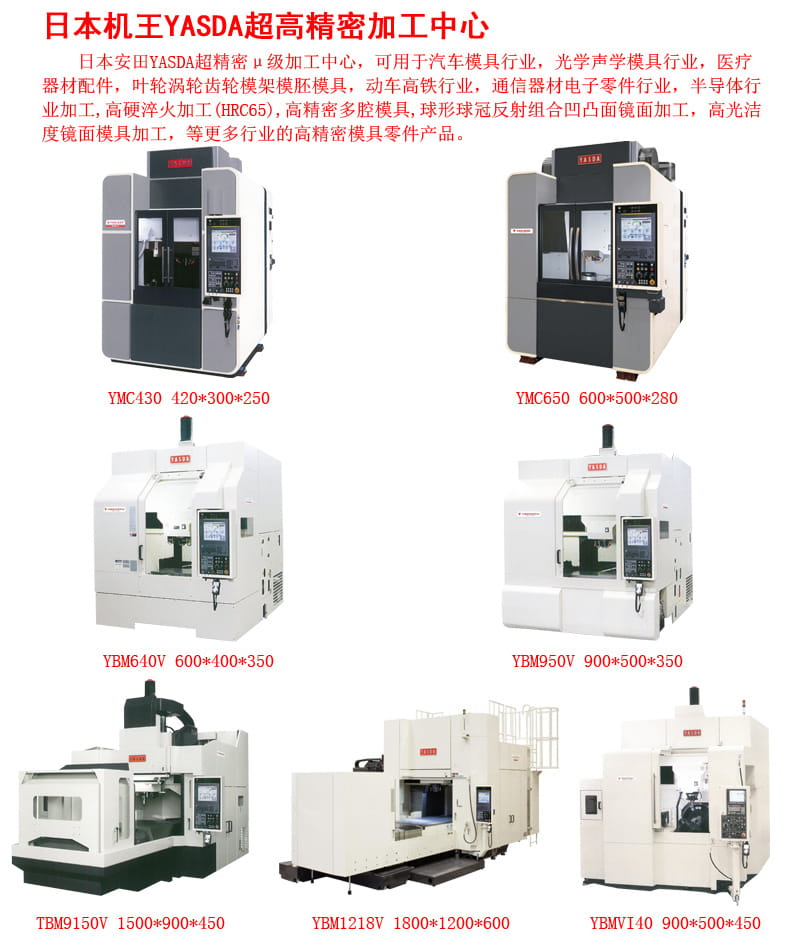
| 刀具数量 : | 24 | 三轴行程(X*Y*Z : | 420*300*250 |
| T型槽尺寸(宽*数量 : | 20 | 动力类型 : | 机械传动 |
| 布局形式 : | 立式 | 作用对象 : | 齿轮 |
| 适用行业 : | 航空 | 产品类型 : | 全新 |
| 是否库存 : | 是 | 售后服务 : | 质保三年 |




日本安田YASDA亚司达5轴加工中心模具加工对加工中心机床有哪些要求?本文分析了模具加工的特殊性,然后针对这些特殊性对加工中心机床性能提出了一些要求,希望可以对购机者起到参考效果。
与其他机械加工相比,模具加工有必定的特殊性,这些特殊性主要是:
1.大多数模具需要在实芯金属模块上加工出形状复杂的空间曲面,跟着模具不断向大型化开展,模块重量也将越来越大,现在有的已达几十吨; 日本安田雅思达机床YASDA高速切削精密加工中心ymc430车灯反射镜模具3缪以内模具加工中心机
2.大多数模具外形为长方体或正方体,很少有窄长形的,主要加工量会集在凹模和凸模上;
3.跟着模具制品要求越来越精密、复杂,对模具加工精度的要求也越来越高,现在许多模具的加工精度已达±1~2μm,不久将很快开展为小于±1μm;
4.跟着用户对模具出产周期的要求越来越短,模具加工就要满意 、快速,且有必定柔性和长时间满负荷不停顿运行等要求。日本安田雅思达机床YASDA高速切削精密加工中心ymc430车灯反射镜模具3缪以内模具加工中心机
具有自动换刀设备,刀具为和自动托盘交换设备,这些设备在一次安装后能尽或许多地完成同一工件不同部位的加工要求,并尽或许减少非故障停机时间,到达缩短产品的制造周期,提高产品的加工精度等目标。
日本安田YASDA亚司达5轴加工中心因为模具加工中心的技术含量较高,比一般机床操作更杂乱,更应严格依照操作规程进行操作,确保机器的正常运转。操作者在操作机器之前了解加工零件时,处理路径和机器特性。适用于零件形状比较杂乱、精度要求较高、产品更换频频的中小批量生产。除了能铣削一般铣床所能铣削的各种零件外表外,还能铣削一般铣床不能铣削的需2-5坐标联动的各种平面轮廓和立体轮廓。
模具加工中心
模具加工中心加工精度差 要表现在:内孔加工外表粗糙度值高、铰出的内孔不圆、铰出的孔方位精度差、孔的内外表有明显的棱面、铰孔后孔的中心线不直、孔径增大、孔径缩小等。
1、内孔外表粗糙度值高发生原因:加工内孔外表粗糙度高,发生的原因较多,或许是因为切削速度过高、切削液挑选不合适、铰刀主偏角过大、铰孔余量太大、铰孔余量不均匀或太小、刃口不尖利、铰切削刃带过宽、铰孔时排屑不畅、铰刀过度磨损,还有或许是挑选的铣削刀具和零件资料不匹配等原因。日本安田雅思达机床YASDA高速切削精密加工中心ymc430车灯反射镜模具3缪以内模具加工中心机
2、加工孔径增大原因:铰刀外径尺寸设计值偏大或铰刀刃口有毛刺、切削速度过高、进给量不当或加工余量过大、铰刀主偏角过大、铰刀曲折、铰刀刃口上粘附着积屑瘤、刃磨时铰刀刃口摆差差、切削液挑选不合适,日本安田YASDA亚司达5轴加工中心还有或许是数控机床自身的问题,主轴曲折或主轴轴承过松或损坏、也有或许出现上述问题。龙门加工中心
3、铰出的孔方位精度差原因:或许是因为导向套磨损、导向套底端距工件太远、导向套长度短、精度差以及主轴轴承松动等原因形成。



 runyuan999
runyuan999
 runyuan999
runyuan999
 runyuan999
runyuan999
 runyuan999
runyuan999
 runyuan999
runyuan999
 runyuan999
runyuan999
 runyuan999
runyuan999
 runyuan999
runyuan999
 runyuan999
runyuan999
 runyuan999
runyuan999










