






| 表面处理 : | 铁 | 材质 : | 多种 |
| 成型工艺 : | 重力铸造 | 公差 : | 0.50 |
| 砂型铸造种类 : | 粘土干砂型 | 特种铸造种类 : | 金属型铸造 |
| 打样周期 : | 8-15天 | 加工周期 : | 8-15天 |
| 年剩余加工能力 : | 电询 | 年 加工能力 : | 强 |
| 品牌 : | 仁丰量具 | 型号 : | 机床铸件 |
仁丰量具 机床床身 机床床身铸件 大型数控机床加工铸件
【温馨提示】产品相关型号过多,网站中标识的价格以及参数仅作参考,具体价格以来电咨询为准,欢迎新老客户来公司考察面谈!!





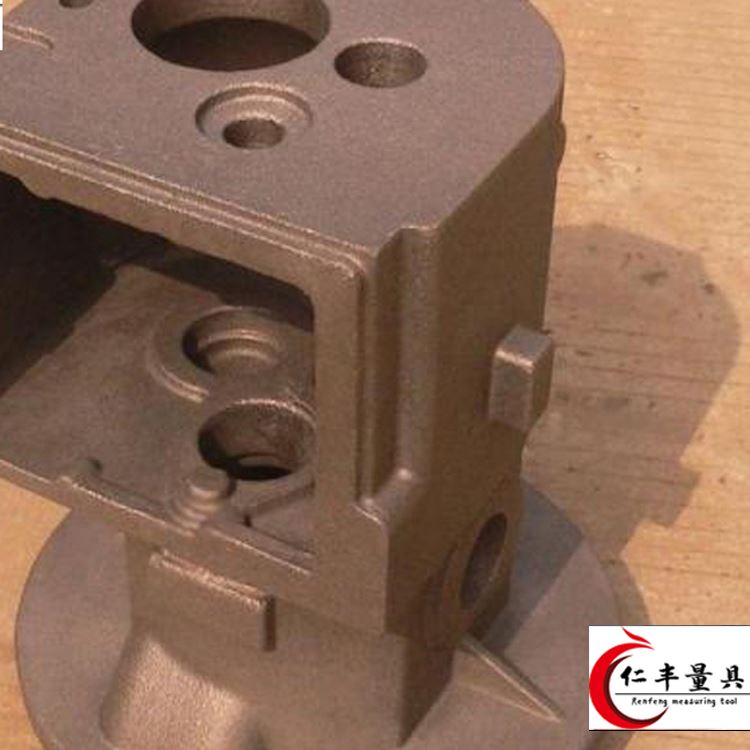

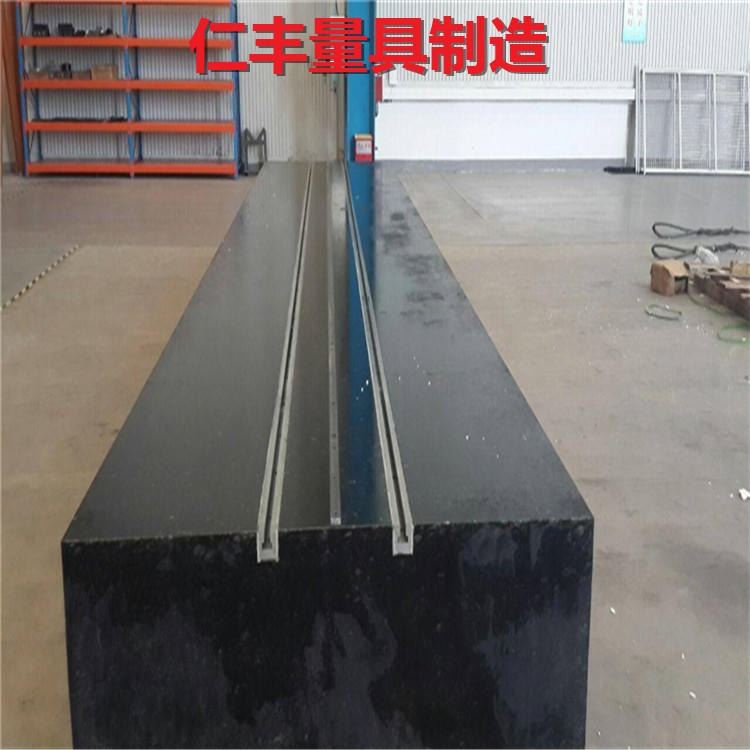
机床床身是铸造成的,主要起到固定零部件或导向的作用。床身铸件又可以称为大型铸件。机床床身标准GB9439—88
床身铸件的生产
铸件主要用作机器零部件的毛坯,有些铸件,也可直接用作机器的零部件。铸件在机械产品中占有很大的比重,如拖拉机中,铸件重量约占整机重量的50~70,农业机械中占40~70,机床、内燃机等中达70~90。各类铸件中,以机械用的铸件品种 多,形状 复杂,用量也 大,约占铸件总产量的60。其次是冶金用的钢锭模和工程用的管道。
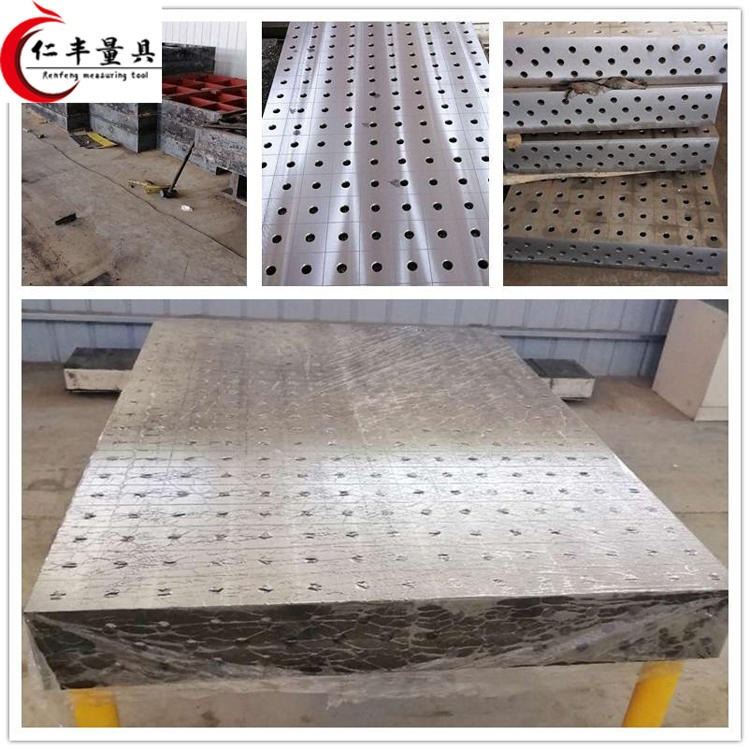
床身铸件非加工表面和外观质量对铸件商品性颇有影响,它们包括:
⑴表面凹凸度(涨箱、缩陷和夹砂);
⑵表面或内腔清洁度(粘砂、粘“涂料层”);
⑶平面度偏差(非加工面起伏不平);
⑷表面粗糙度;
⑸轮廓清晰度(凸台、脐子等结构单元的轮廓清晰度,用肉眼评定)。机床铸件对消失模的要求:涂模⑴:涂料要求:采用水基石墨涂料,其波美度为60-70之间,涂刷时在温室内,烘干前严禁搬动,以防止变形⑵刷涂要求:涂料搅拌均匀,刷涂时严谨露白.⑶涂层烘干:涂料供干后要有足够的强度,在50-60℃的烘干24h



 15932731400
15932731400
 15932731400
15932731400
 15932731400
15932731400
 15932731400
15932731400
 15932731400
15932731400
 15932731400
15932731400
 15932731400
15932731400
 15932731400
15932731400
 15932731400
15932731400
 15932731400
15932731400










