










| 品牌 : | 来宝精工 | 系列 : | 挤压丝锥 |
| 制式 : | 公制 | 材质 : | 高速钢 |
| 螺纹类型 : | 细牙螺纹 | 螺距 : | 0.5 |
| 螺纹代号 : | 机用丝锥 | 丝锥样式 : | 直槽 |
| 功能 : | 挤压 | 尺寸 : | M1-M30 |
| 公称直径 : | 1-30 | 适用范围 : | 机用 |
| 产品认证 : | 内部认证 | 小包装数 : | 1 |
| 总长(mm) : | 100 | 物料编号 : | 高速钢 |
| 螺纹公差等级 : | 0.01 | 产品重量(kg) : | 0.2 |
| 有用长度(mm) : | 35 | 通孔/盲孔 : | 盲孔 |
| 容屑槽数 : | 1 | 螺纹直径尺寸 : | M1-M30 |
| 内冷 (无/轴向/径 : | 内冷 | 柄部直径x方身 : | M1*0.5 |
| 切削锥长度类型 : | 标准长 | 精度 : | 0.01 |
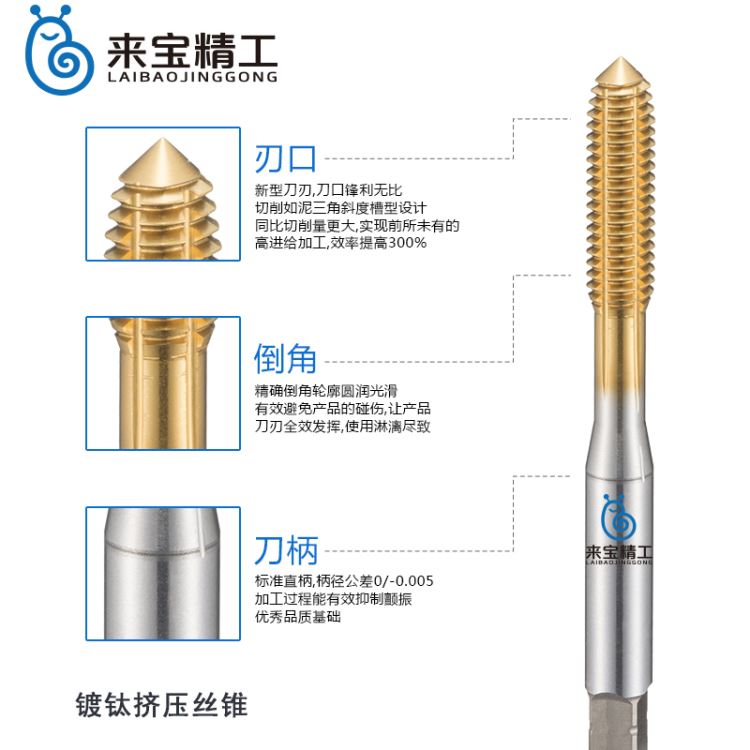
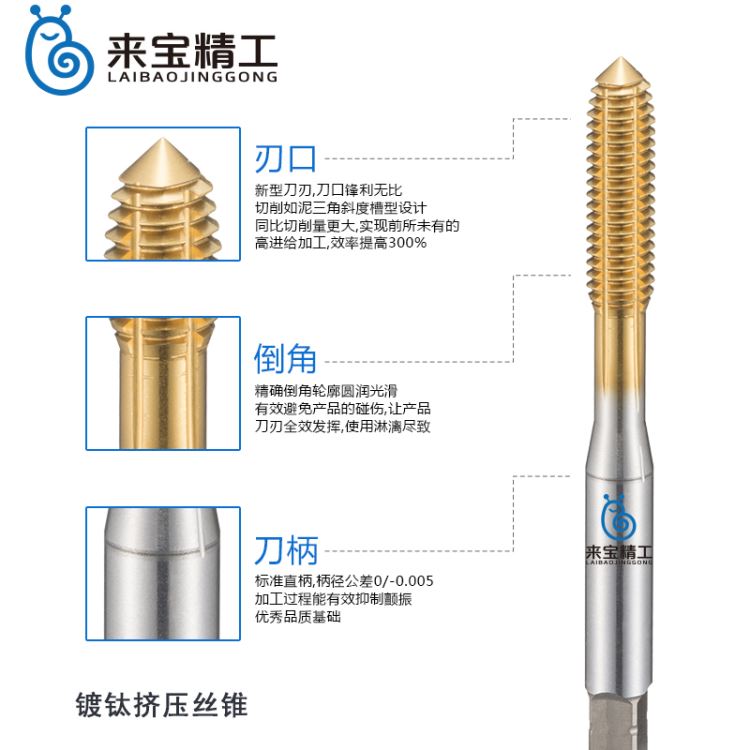
来宝精工德国进口挤压丝锥有哪些优势
一、挤压丝锥的优势:
1、强化所攻牙的强度。挤压丝锥不会破坏被加工材料的组织纤维,故挤压出来的螺纹强度要比切削丝锥加工出来的螺纹高。
2、无屑加工。因为挤压丝锥是通过冷挤压,工件塑性变形来完成的,尤其在盲孔加工中不存在排屑的问题,也就没有挤屑发生,丝锥不易折断。
3、丝锥自身强度好,由于挤压丝锥没有排屑槽,其自身强度较切削丝锥会好很多。
4、更高的产品合格率。由于挤压丝锥是无屑加工,加工出来的螺纹精度与丝锥的一致性要比切削丝锥好,而切削丝锥是通过切削来完成的,在切削铁屑过程中,铁屑或多或少总会存在,使得合格率会低一些。
5、更高的生产效率。正是因为有了更长的使用寿命,更快的加工速度,使用挤压丝锥能降低更换丝锥和待机的时间。
6、无过渡牙螺纹。挤压丝锥能通过自身来引导加工,更适合CNC加工,同时也使无过渡牙加工成为可能。
7、更长的使用寿命。由于挤压丝锥不会发生切削刃口钝化、崩刃等问题,正常情况下,其使用寿命是切削丝锥的3~20倍。
二、挤压丝锥介绍及应用:
挤压丝锥是利用金属塑性变形原理而加工内螺纹的一种先进的无屑成型螺纹加工刀具,加工后螺纹精度高,挤压丝锥挤压内螺纹是无屑加工工艺,特别适用于强度较低、塑性较好的铜合金和铝合金,也可用于不锈钢和低碳钢等硬度低、塑性大的材料攻丝,寿命长。被广泛应用在汽车、航空、电子等精工行业。
用切削丝锥加工的螺纹的金属组织纤维是间断的,而挤压螺纹的金属组织纤维则是连续的并在表面形成一层冷硬层,可提高螺纹的强度和耐磨性,螺纹表面硬度较之芯部可提高40%-50%,同时螺纹表面的耐磨性也得到极大提高。压螺纹强度较之切削螺纹可提高30%左右。
三、挤压丝锥的局限性
挤压丝锥无切削刃、无容屑槽、丝锥强度高,通常不会出现崩刃现象。此外,挤压丝锥较之一般切削丝锥(比如螺旋槽丝锥)寿命可提高3倍以上,攻丝速度也会有较大提高。但是,挤压丝锥也有其局限性,具体体现在以下两个方面:
1、底孔直径
一般切削丝锥底孔尺寸:D=d1-P。
以M16x2为例,底孔尺寸D=16-2=14
然而,挤压丝锥则对底孔要求较为苛刻。一般来说可按以下公式计算大致底孔尺寸:D=d1-0.49P。
2、丝锥规格
由于是挤压成型,需要较高的"挤压力",因此,挤压丝锥普遍制成小规格丝锥,一般M12以下(常用规格为M3-M8)。







 23808161
23808161
 23808161
23808161
 23808161
23808161
 23808161
23808161
 23808161
23808161
 23808161
23808161
 23808161
23808161
 23808161
23808161
 23808161
23808161
 23808161
23808161










