














| 产品特性 : | 三社焊机 | 是否进口 : | 否 |
| 产地 : | 顺德 | 品牌 : | SanRex三社 |
| 型号 : | SD-3502CY | 工作形式 : | 逆变焊 |
| 焊接方式 : | 压力式 | 样式 : | 抽头式 |
| 订货号 : | SD-3502CY | 货号 : | SD-3502CY |
| 电流 : | 直流 | 驱动形式 : | 电动 |
| 保护气体类型 : | CO2 | 作用对象 : | 金属 |
| 输入电压 : | 380 | 频率 : | 50 |
| 额定输入电源容量 : | 17.3 | 空载电压 : | 80 |
| 输出电流调节范围 : | 50-350 | 额定负载持续率 : | 60 |
| 功率 : | 17.3KW | 功率因素 : | 0.85 |
| 效率 : | 60% | 绝缘等级 : | H |
| 外壳防护等级 : | IP21S | 外形尺寸 : | 420*673*826mm |
| 重量 : | 150 | 用途 : | 焊接 |
| 工具净重 : | 117 | 3C证书编号 : | 2003010605055593 |
| 套装 : | 1套 | 是否跨境货源 : | 否 |
| 控制方式 : | 晶闸管 | 焊接电流 : | 350A |
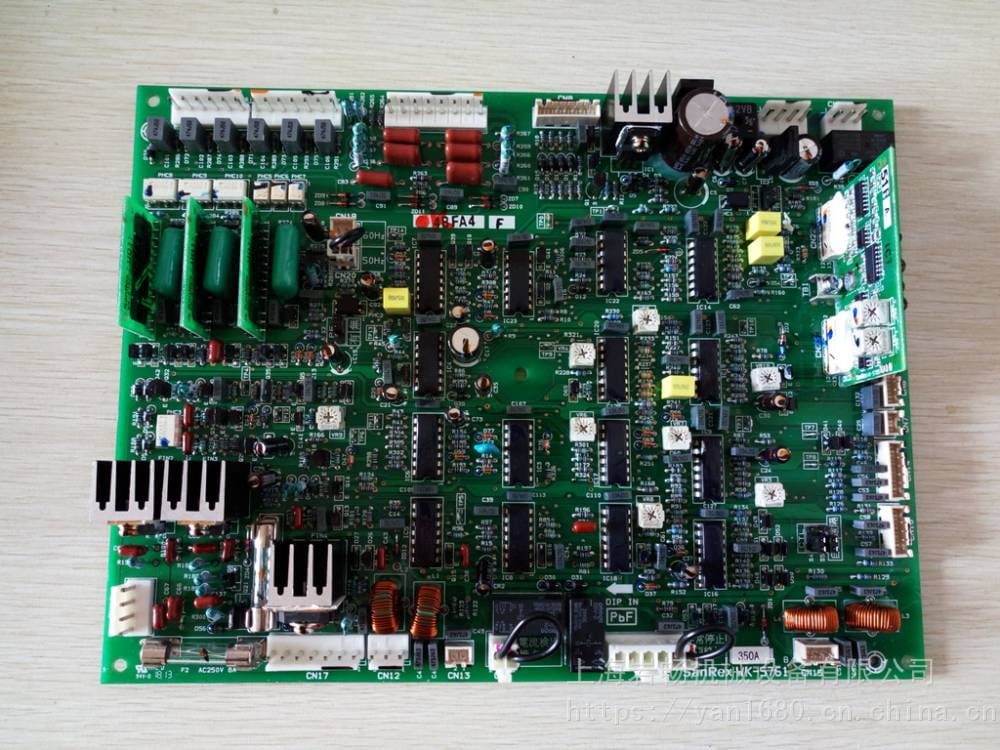
SanRex三社气保焊机SD-3502主板wk-5761 三社气保焊机主控板 SANAUTO 350焊机线路板 SanRex三社焊机维修 三社氩弧焊机维修 三社气保焊机维修 三社焊机线路板维修
1、IGBT控制;
2、轻便耐用;
3、工作频率高,抗外界干扰能力强;
4、全焊机过程可控调节,焊机专用MTG模块特点简介;
5、MTG模块是由三只共阳极晶闸管封装在一起的模块化结构组件,模块内管芯参数针对焊机特点专门设计额定结温高通态压降低,通流和过载能力强动态性能的一致性好,耐疲劳,性强,免除螺栓式晶闸管装机前参数挑选和配对的难题,提高工效;
6、适用焊机典型主回路形式适用于双反星并联带平衡电抗器电路;
7、焊机目前正朝模块化方向发展,而且由于装配、调试、维修简单,整机装置美观大方等优点,能明显地提升焊机品味,因此模块应用会越来越广泛;
本公司拥有一批业内高级专业技术人才,具有丰富的电焊机维修经验,掌握着大量焊机维修故障案例,一直从事于三社SanRex电焊机维修维修级技术理论研究和实践,精通三社SanRex电焊机各种型号焊机维修电路板的原理,能够在无图纸、无资料的条件下进行维修。先进配套的线路板测试设备和完善的技术服务体系,已成为上海市三社SanRex电焊机维修维修行业中 有实力、竞争力的一家电焊机维修维修中心。本公司经过努力,凭借其雄厚的技术力量、充足的备件、优惠的价格、 快捷的服务,赢得了广大客户的支持与信任。
三社氩弧焊机的维修方法与步骤
一、电源开关打开,指示灯不亮,风机不转,按焊枪开关机内无任何反应。
1、外部供电是否正常;
2、电源线是否断路,接头是否良好;
3、电源开关损坏。
1、检查外部380V/AC电压;
2、检查接头;
3、更换。
二、电源开关打开指示灯亮,风机不转或转几下停了,按焊枪开关无反应。
1、电源开关到底板接插线未插好;
2、供电电压过高或过低,引起过压保护;
3、电源输入线过细过长,造成电压不稳定,引起过压保护;
4、主板主回路24V/30A继电器吸合不良,消磁电阻或热敏电阻阻值变大;
5、上板辅助电源损坏,无DC24V输出;
6、丢波时间内连续开关,导致启动电阻过热。
1、检查接插插头;
2、检查电压是否接入380V,或者电网电压过低辅助电源不工作;
3、加粗电源线;
4、检查更换;
5、检修更换;
6、停机3分钟。
三、开机指示灯亮,风机转,按焊枪开关无反应。
1、焊枪开关或控制线松断;
2、航空插座接触不良或连接线松断;
3、底板整流滤波是否正常,主回路继电器有无吸合,有无DC307V输出。
4、辅助电源坏。
5、硅桥开路。
1、检查更换;
2、检查更换;
3、检查更换;
4、检查更换;
四、开机正常,按焊枪开关有气出,红灯不亮,无高频。(首先检查焊机输出端,有无DC55V空载电压,如果有DC55V时,能接触起弧,应重点检查高频起弧部分。)
首先检查焊机输出端,拔掉高频控制线看,有无DC55V空载电压,如果有DC55V时,插上线看能否接触起弧,应重点检查高频起弧部分:
1、上板到底板升压变压器接插线是否松断,变压器是否开路;
2、高压硅粒、高压输出电容102/10K是否击穿损坏;
3、高压放电嘴是否粘连,间隙过大或表面严重氧化;
4、高频引弧器或接插线是否松断;
5、高频控制继电器是否损坏,其供电电路是否正常;
6、带ARC/TIG转换开关的开关是否良好;
如果无DC55V输出时,应检查逆变电路是否正常工作:
①控制模块有无驱动信号输出;
②驱动转换、驱动模块是否正常工作;
③场管及主变和主电流连接线松断。
1、检查更换;
3、调整更换;
五、开机指示灯亮,风机转,按焊枪开关有气出,红灯亮。
1、工作中过流保护;
3、可能是逆变电路和引弧板故障(关机后先拔掉MOS板上引弧变压器的供电插头(靠近风机VH-03),开机按焊枪开关。
a. 如果红灯不亮,则是引弧变压器短路,也可能是增压起弧,二极管击穿。
b. 如果红灯亮,则是逆变电路有问题,关机再拔掉中板变压器,供电插头(靠近风机VH-07)开机按焊枪开关。
c. 红灯亮则是逆变板上个别场效应管损坏,同时应检查驱动模块有无元器件损坏。
d. 红灯不亮,则是中板变压器或整流管短路,变压器可用电桥检测其电感和Q值。
C=0.9-1.6mh Q>351
整流管逐个检查排除.
1、关机5分钟后重新开机即可;
2、停止工作5分钟后即可;
3、 a 更换之;
b检查更换;
d过小则更换。
六、开机正常,能起弧,但焊点发黑。
1、检查电磁阀及其气管有无被异物堵塞;
2、电磁阀损坏;
3、电磁阀供电控制电路损坏;
4、拆焊枪、气电接头,按焊枪开关,如果有气出则是焊枪损坏;
5、焊枪电缆线导流能力差,散弧、偏弧等;
6、钨针质量差、氩气不纯。
1、清理
2、更换
3、检查更换
七、焊接电流不稳定,不受控制,时大时小。
1、电位器接触不良或损坏;
2、底板滤波电容漏电或损坏;
3、带遥控转换开关放置在遥控位置;
4、输入电缆或输出电缆过长过细引起电流不稳定;
5、接插件接触不良或松断。
1、检查更换;
3、放置在正确位置;
4、加大导线横截面;
5、检查更换。
八、开机跳闸
1、整流硅桥短路;
2、电源线松脱短路。
1、更换;
2、插好。
九、按焊炬开关,气阀马上关断,没有延时,封波慢。
气阀控制继电器供电二极管IN4004短路。
检查更换
十、按焊枪开关,有高频放电声,无焊接输出。
1、焊枪地线接触不良或松断;
2、地线输出端和气电接头内部松脱或到中板连线松断。
1、检查更换。
十一、起弧不好。
1、放电嘴间隙过大、过小或表面氧化;
2、高压输出电容容量偏低,高压有短路现象;
3、引弧器匝比不对或匝间漏电;
4、氩气不好或钨针质量不好;
5、焊枪有松断现象。
1、清洁调整;
2、检查更换;
十二、开机正常,一工作就亮红灯。
1、反负馈电路开路;
2、主电流传输电路或功率器件接触不良,引起过流保护。
1、检查连接;
2、检查更换。
十三、开机有高频。
1、手开关控制光耦PC817(或三极管8050)损坏;
2、焊炬开关或控制线短路。
1、检查更换;
2、检查。
十四、焊接中高频不断。
1、高频控制继电器损坏;
2、输出电压有尖峰干扰;
3、高频自锁;
1、更换。
2、扭紧反馈和控制线。
3、加大高频变压器吸收,加大高频继电器线圈子端电容。
一、风机不转,表头无显示,无焊接输出。
1、确认空开完好和闭合;
2、确认电网电压三相电源进入空开;
3、辅助变压器初级损坏。
4、接插线松断。
检查更换。
二、按焊炬开关,异常指示灯亮。
1、可能是过热保护;
3、可能是逆变电路和引弧板的故障:
①关机拔掉引弧变压器的供电插头(靠近风机的VH-03),重新开机红灯不亮则是引弧变压器线间短路。
②红灯亮,则是逆变电路的故障(如果是双逆变器,先关机,再拔掉其中一个逆变器上板的供电电源(靠近风机的VH-07的插头),开机按焊枪开关,红灯不亮则故障在拔掉电源的逆变器上,红灯亮则故障在未拔掉电源的逆变器上。
③关机插上有故障的逆变器的供电插件,拔掉中板变压器的供电插件(靠近风机的VH-07),开机按焊枪开关,红灯亮则是MOS板上的个别场管损坏,同时检查驱动模块上的元器件有无损坏。
④如果红灯不亮,则故障在中板变压器和整流管上;
a、变压器可用电桥测量其电感和Q值。
TIG250 L=1.2-1.6mh Q>35
TIG400 L=1.2-2.0mh Q>35
b、整流管则要逐个检查更换。






 a13917964685
a13917964685
 a13917964685
a13917964685
 a13917964685
a13917964685
 a13917964685
a13917964685
 a13917964685
a13917964685
 a13917964685
a13917964685
 a13917964685
a13917964685
 a13917964685
a13917964685
 a13917964685
a13917964685
 a13917964685
a13917964685










